

2. Штангенциркуль
Линейный нониус применяется в конструкции штангенциркуля (рис. 5).
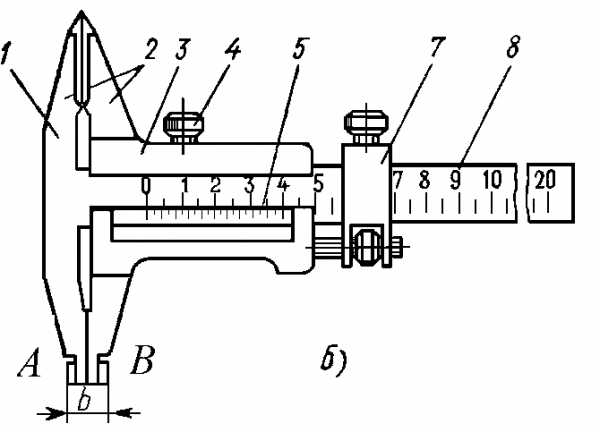
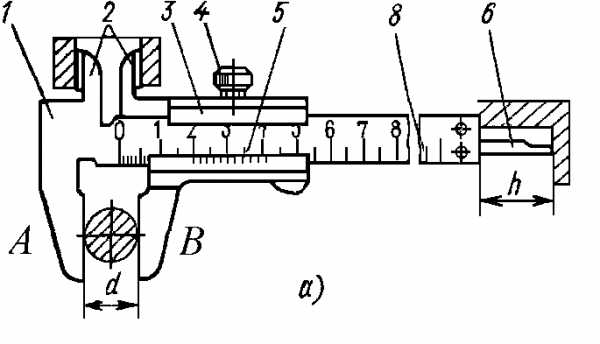
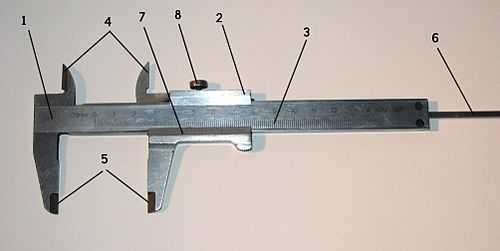
Рис.5.Устройство штангенциркуля.
Основные компоненты штангенциркуля: штанга 1, губки для наружных измерений 2, подвижная рамка 3, винт для зажима рамки 4, нониус 5, линейка глубиномера 6, микрометрическая подача 7, шкала штанги 8, губки для внутренних измерений 9.
Шкала прибора 8 жестко связана со щекой А. Нониус 5 жестко связан со щекой В и может перемещаться вдоль шкалы прибора. Когда между щеками А и В зазор отсутствует, нулевые метки нониуса и прибора совпадают. Для определения наружных размеров предмета его помещают между щеками АВ, которые сдвигают до соприкосновения с предметом, закрепляют подвижную щеку В зажимом 4 и производят отсчет. Число целых миллиметров отсчитывается непосредственно по шкале прибора до нулевой метки нониуса, а число долей миллиметров – по нониусу. При измерении внутренних размеров употребляются щеки АВ, толщина которых известна – указана на щеке А (к полученному отсчету прибавляется толщина щек АВ). Для измерения глубины отверстий применяется рейка 6, которая жестко связана с подвижной щекой В.
Штангенциркули изготовляются с нониусами, у которых n = 10, 20, 50. Цена деления и класс точности штангенциркуля указаны на подвижной рамке под шкалой нониуса.
3. Микрометр
Микрометрический винт (рис.6) имеет постоянный шаг по всей длине (величину поступательного перемещения конца винта при повороте его на один оборот).
Микрометрические винты применяются в конструкциях микрометра. Микрометр (рис.7) представляет собой массивную металлическую скобу 1, в концах которой находятся друг против друга неподвижный упор (пятка) 2 и микрометрический винт 3, жестко связанный с барабаном 6, свободно вращающийся в стебле 5.
Рис. 6. Микрометрический винт.
Для равномерного нажима микрометрического винта на поверхность измеряемых тел микрометр снабжается фрикционной головкой 9 (трещеткой) включающей храповик 7 и подпружиненный стержень 8, вращение которой вызывает перемещение винта только до упора его в поверхность измеряемого тела с определенным нажимом, после чего фрикционная головка прокручивается. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт – микрогайка.
Рис 7. Устройство микрометра.
На
барабане равномерно нанесено n делений.
При повороте барабана на одно деление
винт смещается поступательно на 
 называетсяточностью микрометрического винта.
называетсяточностью микрометрического винта. Смещение
конца микрометрического винта при
повороте барабана меньше, чем на один
оборот, очевидно, определяется  ,
где m – число делений барабана, на которое
был повернут барабан. Отсчет целого
числа оборотов N производится при помощи
линейки, вдоль которой перемещается
острый срез барабана.
,
где m – число делений барабана, на которое
был повернут барабан. Отсчет целого
числа оборотов N производится при помощи
линейки, вдоль которой перемещается
острый срез барабана.
Цена деления масштабной линейки соответствует шагу винта. Тогда любое перемещение l конца микрометрического винта равно:
 .
(21)
.
(21)
Измеряемое тело заключают между упорами 2 и 3, затем, держа за храповик, микрометрический винт поворачивают до 3-х щелчков трещетки и производят отсчет этого размера. Число целых миллиметров определяется по шкале до острого среза винта, а доли миллиметра отсчитываются по шкале барабана до продольной метки, пересекающей шкалу.
Цена деления шкалы микрометра указывается на барабане (рис.6).
studfiles.net
Как пользоваться штангенциркулем, микрометром, линейкой
С измерением длины, ширины и высоты домашнему мастеру приходится сталкиваться постоянно. Угол в 90° или 45° тоже не редко приходится выдерживать. Иначе качественно ремонт квартиры или изготовление самоделок не выполнить. Точности при выполнении линейных измерений 1 мм в подавляющем большинстве случаев достаточно, и для них подойдет рулетка или простая линейка.
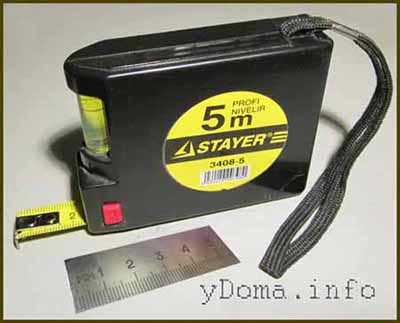
Зачастую рулетки имеют дополнительно пузырьковый уровень, который позволяет выставить горизонтально мебель, холодильник и другие предметы. Но точность такого уровня не высокая из-за маленькой длины опорной плоскости рулетки. В дополнение колбочка с пузырьком воздуха в рулетках часто установлена не точно, что не обеспечивает горизонтальность и выполненной работы.
В продаже, для измерения линейных размеров представлен широкий ряд лазерных измерительных приборов, но, к сожалению, из-за высокой цены они не доступны для непрофессионалов.
Инструкция
по применению штангенциркуля (колумбуса)
Штангенциркуль – это линейный измерительный инструмент служащий для измерения наружных и внутренних размеров деталей включая глубину, с точностью 0,1 мм.
Измерить диаметр сверла, самореза и размеры других небольших деталей с достаточной точностью линейкой не получится. В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового материала, внутреннего и внешнего диаметров трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Штангенциркули бывают с отсчетом измеряемой величины по линейке и нониусу, циферблату часового типа и цифровому индикатору. Разновидность штангенциркуля с линейкой для измерения глубины отверстий профессионалы еще называют «Колумбус».

Доступным по цене, высоконадежным является штангенциркуль с нониусом типа ШЦ-1 с диапазоном измерений от 0 до 125 мм, что для большинства случаев вполне достаточно. Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
В настоящее время в продаже появился цифровой пластиковый штангенциркуль китайского производства ценой менее $4, фотография которого представлена ниже.

Штангенциркуль из пластмассы, хотя его губки сделаны из карбона, назвать измерительным инструментом сложно, так как он не сертифицирован и поэтому точность показаний 0,1 мм заявленная производителем не гарантирована. В дополнение при частом использовании пластик быстро износится, и погрешность показаний увеличится.
Штангенциркуль из пластмассы, если его показания точны для домашних редких измерений вполне подойдет. Для проверки штангенциркуля можно измерять хвостовик сверла, на котором выбит размер или диаметр штыря электрической вилки.
Устройство и принцип работы нониуса штангенциркуля
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации. Фиксация необходима при проведении разметочных работ.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.

Измерения выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.
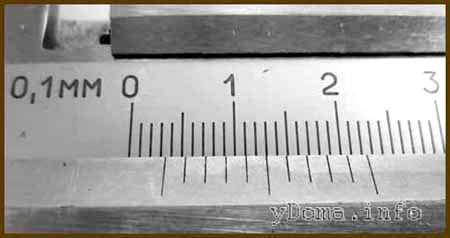
Как видно на фото, измеренный размер составляет 3,5 мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 3 полных деления (3 мм) и на нониусе совпала с риской шкалы штанги риска пятого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.

Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.

В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.

Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.

На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Штангенциркуль
Во время проведения производственных работ по выпуску деталей требуется постоянный контроль за размерами конечных изделий. Если разбежности должны фиксироваться в-десятых и сотых долях миллиметра, тогда незаменимым будет электронный штангенциркуль. Чтобы оперировать им наилучшим образом, требуется знание основных деталей, а также принцип проведения вычислений. Именно об этом будет рассказано в статье, а также приведены советы по покупке наилучшего агрегата.

Основные сведения
На первый взгляд, штангенциркуль кажется и простым, и сложным одновременно. Он немного похож на обычную линейку, но имеет несколько смещающихся частей. Благодаря этому штангенциркуль подходит не только для контроля длины заготовки, но и также ее диаметра. Что бывает очень важным в токарном деле. Кроме того, на одном из концов штангенциркуль располагается шток, который утапливается в отверстие, что дает возможность определить его глубину. Штангенциркуль получил свое название в силу наличия градуированной линейки, которая называется штангой, а также за счет губок, которыми при необходимости можно описать окружность. Деление на линейке штангенциркуля такое же, как и на токарной линейке и равняется 1 мм. Общая длина штангенциркуля может разниться и находится в пределах от 15 до 50 и больше сантиметров.

Упомянутые губки штангенциркуля находятся на конце, противоположном конце шкалы от глубиномера. Они располагаются по двум сторонам от штанги. Предназначение одних на штангенциркуле заключается в измерении внешнего, а других – внутреннего диаметра деталей. Когда измерения штангенциркулем приходится проводить при плохом освещении или в труднодоступном месте, тогда очень поможет фиксатор. Обычно он находится на подвижной раме штангенциркуля и представляет собой небольшой болтик. При его закручивании рамка штангенциркуля остается на своем месте до послабления. Такой функционал штангенциркуля особенно пригодится, если необходимо размеры с одной конструкции перенести на чертеж.

Все было бы просто, если бы диаметры и другие величины всегда были целыми числами. Но в большинстве своем они имеют десятичный остаток. Чтобы вычислить размер до десятых и сотых есть еще одна шкала. Она называется нониусной шкалой штангенциркуля. Обычно она располагается на подвижной рамке штангенциркуля. На штангенциркулях, которые применяются для несложных вычислений в быту или на уроках труда, нониусная шкала не превышает длину в 1 см и 9 мм. Чтобы сориентироваться по шкале, необходимо раздвинуть губки или утопит глубиномер в требуемую деталь, зафиксировать фактический размер на большой шкале, а после этого посмотреть, какое из делений нониуса образует прямую линию с большой шкалой или точно совпадает с нижней шкалой прибора.
Доступные разновидности

До определенного момента в свободной продаже были доступны несколько видов штангенциркулей. Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
- с нониусной шкалой или ШЦ;
- с циферблатной шкалой или ЩЦК;
- с электронной цифровой шкалой ЩЦЦ.
Различия лежат не только в применяемой шкале, но и в наличии или отсутствии некоторых элементов в конструкции, например, те, в которых присутствуют основные узлы называются универсальными. Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
Хорош ли электронный вариант
Если вы только начинаете осваивать процесс измерения штангенциркулем, тогда выручить сможет цифровой вариант. Его преимуществом является также высокая скорость проведения измерений. Суть заключается в том, что после сведения губок на детали, моментально выводится конечная цифра на цифровой дисплей. Нет необходимости присматриваться к нониусной шкале. Как правило, такие приборы идут с полным набором возможностей, который включает двухсторонние губки, а также глубиномер. Наличие дисплея практически никак не увеличивает конечный вес. Модуль не тяжелее дополнительной шкалы, которая присутствует на стандартном варианте. Продвинутые варианты такого вида штангенциркуля обладают дополнительными портами ввода-вывода, а также встроенным конвертером. Можно в несколько касаний передать полученные значения на внешний носитель или ПК.

Электронная часть штангенциркуля нуждается в питании. Чаще всего в этой роли выступает батарейка типа CR2032. Хотя потребление минимально и хватает одного заряда надолго, но может приключиться неприятный инцидент и прибор сядет в неподходящее время, когда необходимо проводить замеры. Другим недостатком является то, что микросхемы и электронные датчики не терпят вибраций и ударов. Это означает, что погрешность штангенциркуля может повышаться при неаккуратном обращении. Контакты электрической части от влаги подвергаются процессу окисления, что легко выводит электронный штангенциркуль из строя. В некоторых случаях некорректно может сработать конвертер, что может иметь далеко идущие последствия в производственном процессе. Всех этих нюансов лишен обычный механический прибор.
Принцип работы электронного варианта
На самом деле электронный штангенциркуль не имеет ничего сверхъестественного в принципе своего функционирования. Расчет производится в таком же порядке, как и в механическом варианте, только он автоматизирован за счет электронной шкалы нониуса. Внутри модуля находится емкостный датчик. Он реагирует не смещение подвижной планки или шкалы. Чтобы он мог снимать показания, на него подается небольшой разряд от конденсаторов. В схеме их предусмотрено два. Внутри основной планки находится элемент, который накапливает статическое электричество и отдает его датчику.
Штангенциркуль или микрометр

Что выбрать из предложенных вариантов, будет зависеть от сферы применения и требуемого уровня точности. Цифровой штангенциркуль может иметь погрешность в две сотые. Поэтому если речь идет о высокоточном машинном строении, тогда цифровой штангенциркуль будет дублирующим или второстепенным инструментом, а на первый план выйдет микрометр. Он способен выдать результат до миллионной доли метра. Но у него есть свои ограничения. Между его губками способна поместиться деталь с толщиной или диаметром не более 5 см. На рынке уже появились микрометры с цифровым дисплеем, который максимально упрощает процесс снятия показаний при измерении. Он обладает такими же преимуществами и недостатками по сравнению с механическим, как и штангенциркули.
Советы по проведению измерений
До того как приступить к измерениям, необходимо хорошо осмотреть сам штангенциркуль и убедиться в его исправности. Первым делом губки сводятся в свое начальное положение. При этом стоит оценить, на каком делении находится нулевая линия, если по шкале нониуса она совпадает со стартовым значением, тогда все хорошо. Визуально осматривается поверхность губок. На них не должно быть зазубрин, а между ними не должно быть пространства, они должны хорошо смыкаться. Именно в этом случае можно будет говорить о минимальной погрешности и идеально точном результате в отношении производимой детали. Желательно, чтобы измеряемая деталь была прочно закреплена в тисках. Это позволит избежать ее смещения в процессе, что могло бы повлиять на цифры. Ее необходимо поместить между рабочими губками и свести первые. Для металлов и пластика необходимо приложить усилие, чтобы губки подошли вплотную. Если измерение проводится на древесине или другом мягком материале, тогда излишнее усилие только навредит.
Совет! Чтобы было легче сдвигать шкалу нониуса, в конструкции предусматривается специальное колесико. Штангенциркуль нужно удерживать за линейку плоскостью ладони, а колесико двигать большим пальцем. После замера не забудьте зафиксировать полученный результат болтиком сверху. Пример считывания показаний можно посмотреть на видео
Заключение
Штангенциркуль был и остается незаменимым и востребованным инструментом в большинстве областей производства. Каждый уважающий себя домашний мастер должен уметь им пользоваться и иметь в наличии. На рынке можно найти отечественных и зарубежных производителей. Комплектующие большей частью производятся в Китае, поэтому выявлять наиболее удобный вариант лучше конкретными измерениями.
bouw.ru
Штангенциркуль — Википедия
Материал из Википедии — свободной энциклопедии
| Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения. Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе[1].
 Штангенциркуль типа ШЦ-I: 1 — штанга; 2 — подвижная рамка; 3 — шкала штанги; 4 — губки для внутренних измерений; 5 — губки для наружных измерений; 6 — линейка глубиномера; 7 — нониус; 8 — винт для зажима рамки.
Штангенциркуль типа ШЦ-I: 1 — штанга; 2 — подвижная рамка; 3 — шкала штанги; 4 — губки для внутренних измерений; 5 — губки для наружных измерений; 6 — линейка глубиномера; 7 — нониус; 8 — винт для зажима рамки.Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, из
ru.wikipedia.org
1.6. Некоторые измерительные инструменты и приборы Штангенциркуль
Линейным нониусом называется маленькая линейка с делениями, которая может скользить вдоль большой линейки так же с делениями, называемой масштабом.
Инструмент, имеющий линейный нониус – штангенциркуль. Предназначен штангенциркуль для измерения внутренних и наружных размеров деталей. Конструкции штангенциркулей могут различаться, однако основные элементы являются общими (рис.1).
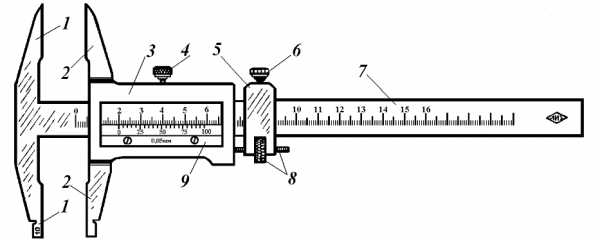
Рис. 1.
Устройство штангенциркуля: (1 – неподвижная измерительная губка , 2 – измерительные губки , 3 – подвижная рамка, 4 – винт, 5 – рамка, 6 – стопорный винт, 7 – стальная линейка, 8 – микрометрическая подача для установки рамки на точный размер, 9- нониус)
Штангенциркуль (рис. 1) состоит из стальной линейки 7 с неподвижными измерительными губками 1, между которыми и подвижными измерительными губками 2 зажимается измеряемый предмет. Рамка 3 при помощи винта и гайки микрометрической подачи 8 соединена с рамкой 5, имеющей стопорный винт 6. На нижнем краю рамки 3 нанесены деления нониуса (10 или 20). Когда губки 1 и 2 соприкасаются, нулевые деления линейки и нониуса совпадают. Чтобы измерить длину предмета, его помещают между губками 1 и 2 и сдвигают их до соприкосновения с предметом (но без сильного нажима). Стопорный винт 4 позволяет зафиксировать расстояние между ножками 1 и 2, т.е. измеряемую длину. Затем по линейке и нониусу отсчитывают длину так, как описано выше.
Пример:
39,7 мм 61,4 мм
Микрометр
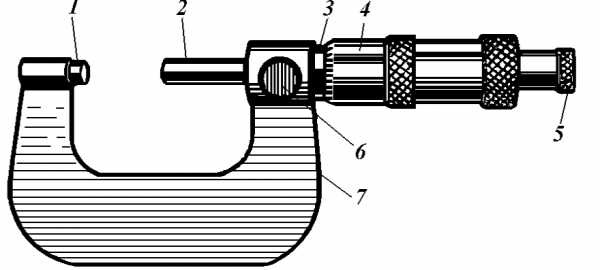
Рис 2.
Устройство микрометра: (1 – упор, 2 – микрометрический винт, 3 – стебель, 4 – барабан, 5 – трещетка, 6 – стопор, 7 – скоба)
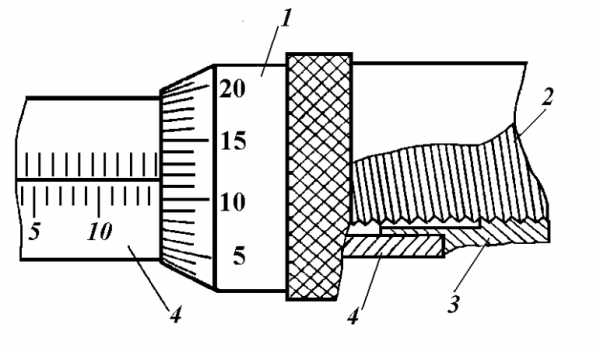
Рис. 3.
Детальное изображение стебля и барабана микрометра
Для измерения длины с еще большей точностью – до 0,01 мм – используется микрометр (рис. 2). Главная его часть – микрометрический винт 2 с шагом, равным 0,5 мм, который проходит через стебель 3. Другой конец винта скреплен внутри с полым цилиндром – барабаном 4, который скреплен, в свою очередь, с трещоткой 5. Вращением барабана винт перемещается, ввинчиваясь во внутреннюю резьбу стебля 3, закрепленного в скобе 7. На другой стороне скобы имеется упор 1. Винт 2 и упор 1 образуют как бы тиски, в которые и зажимается измеряемое тело.
На рис. 3 стебель и барабан показаны более детально. На скошенном срезе барабана 1 по его окружности нанесена круговая шкала, имеющая 50 делений. При вращении барабана в резьбовой втулке 3 микровинт 2 скользит вдоль неподвижного стебля 4, на котором нанесена горизонтальная ось. Ниже этой оси миллиметровые деления, а выше нее – точно такие же деления, но сдвинутые относительно нижних на 0,5 мм вправо. Когда стебель винта и упор соприкасаются, край барабана должен совпасть с нулевым делением нижней линейкой шкалы, а нулевое деление барабана должно в точности совпасть с осью линейной шкалы. Так как шаг микрометрического винта равен 0,5 мм, а на барабане 50 делений, то поворот на одно деление соответствует смещению винта по горизонтали на 0,01 мм. Эта цифра дает точность микрометра. Как сказано выше, при измерении какого-либо линейного размера, тело помещают между стеблем винта и упором. Затем вращают барабан, пользуясь насечкой и трещеткой 5 до тех пор, пока тело не окажется “зажатым”. При этом нужно помнить, что заканчивать вращение барабана нужно обязательно трещоткой 5. При первом же звуке трещотки вращение нужно прекратить и сделать отсчет показания микрометра. Трещотка предотвращает появление неисправностей, возникающих из-за слишком сильного “сдавливания” предмета. При необходимости микровинт может быть закреплен при помощи стопора 6. Отсчет показания микрометра делается так: по нижней линейной шкале отсчитывается число n – номер деления нижней линейной шкалы, ближайшего к краю барабана. Этот номер дает целое число миллиметров.
Пример:
а) б) в) г) |
а) 0,24 мм; б) 0,63 мм; в) 8,27 мм; г) 33,68 мм.
studfiles.net
Поверочно-измерительные инструменты
Масштабная линейка
Масштабной линейкой измеряют длину или ширину на плоскостях, определяют размеры, замеренные нутромером и кронциркулем, а также пользуются при разметочных работах. Точность измерения — до 0,5 мм.
Универсальный угломер
Для точного измерения различных углов служит универсальный угломер, представляющий собой две линейки с дисками, скрепленными между собой шарнирно. На одном диске нанесены деления в градусах. При измерении изделие устанавливают между линейками так, чтобы их края касались плоскостей измеряемого изделия. При этом величину угла определяют по делениям на диске.
Рис. Универсальный угломер
Циркуль, кронциркуль и нутромер
Циркуль применяют главным образом при разметке. Ножки циркуля должны быть одинаковой длины и толщины, правильно заточены и в сомкнутом состоянии не должны давать просвета. При износе и затуплении ножки циркуля затачиваются оселком.
Рис. Измерительные инструменты:
а — циркуль: б — кронциркуль; в — нутромер.
Кронциркуль служит для наружного измерения деталей. Величина, измеренная кронциркулем, определяется по масштабной линейке. Точность измерения — до 0,5 мм. Кронциркули бьшают шарнирные и пружинные.
Шарнирный кронциркуль прост по устройству и удобен для пользования, но с течением времени в нем разрабатывается шарнирное соединение, и получается свободный ход. Для устранения свободного хода заклепку головки шарнира слегка обжимают или расклепывают.
Концы ножек по мере пользования теряют свою первоначальную форму, поэтому их следует периодически заправлять оселком.
Нутромером определяют внутренние размеры деталей. Величины, измеряемые нутромером, определяют по масштабной линейке. Точность измерения до 0,5 мм. Нутромеры бывают пружинные и шарнирные.
Штангенциркуль
Штангенциркуль (рисунок а) — измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это — 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.
Рис. Штангенциркуль:
а — измерение штангенциркулем; б — отсчет по нониусу; 1 — неподвижная губка; 2 — заостренный конец губки; 3 — винт для закрепления подвижной губки; 4 — масштабная линейка; 5 — нониус; 6 — подвижная губка.
Штангенглубомер
Штангенглубомером можно измерить глубину пазов на валах, отверстий и др. При измерении опорные плоскости штангенглубомера ставят на плоскость изделия, от которой производят измерение. Необходимо следить, чтобы у опорных губок штангенглубомера не было выбоин и ржавчины. Периодически опорные губки необходимо притирать, пользуясь проверочной плитой. В процессе притирки подвижная линейка должна находиться на нуле. Измерение штангенглубомером производится так же, как и штангенциркулем.
Рис. Измерение штангенглубомером
Штангензубомер
Штангензубомер представляет собой соединение штангенциркуля со штангенглубомером.
Штангензубомером измеряют толщину зубьев шестерен для определения величины их износа и размера. Зная по чертежу высоту зуба шестерни (считая от начальной окружности), устанавливают его размер на вертикальной шкале штангензубомера; после этого губки штангензубомера устанавливают на зуб и горизонтальным штангенциркулем измеряют толщину зуба. Точность измерения штангензубомером — до 0,02 мм.
Рис. Штангензубомер
Штихмас телескопический
Телескопическим штихмасом измеряют внутренние размеры в пределах от 12 до 150 мм. Подвижной измерительный стержень штихмаса входит в неподвижную часть корпуса, из когорой он пружиной выжимается наружу. Внутри корпуса проходит фиксирующий стержень, которым можно зажать измерительный стержень в любом положении. Для измерения отверстия нужно освободить измерительный стержень, вставить штихмас в отверстие и, придав ему правильное положение, зажать фиксирующий стержень, а затем осторожно вынуть штихмас из отверстия. После этого штангенциркулем или микрометром измеряют длину измерительного стержня вместе с неподвижной частью.
Рис. Штихмас телескопический:
1 — неподвижная часть; 2 — отжимная пружина; 3 — измерительный стержень; 4 — корпус; 5 — фиксирующий стержень.
Микрометр
Микрометр служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0—25; 25—50; 50—75; 75—100 мм. Устройство микрометра показано на рисунке.
Рис. Микрометр:
а — разрез микрометра; б — определение размера; 1 — скоба; 2 — стопорный винт пятки; 3 — пятка; 4 — винт с микрометрической нарезкой; 5 — барабан; 6 — трещотка; 7 — гильза с делениями до 0,5 мм; 8 — зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Штихмас микрометрический (нутромер)
Микрометрический штихмас — это инструмент для измерения внутренних размеров изделий с точностью до 0,01 мм. По своему устройству микрометрический штихмас сходен с микрометром. Штихмас состоит из гильзы, имеющей на одном конце наконечник со сферической мерительной поверхностью, а на другом — микрометрический винт с такой же поверхностью. Размеры определяются так же, как и микрометром. Для увеличения пределов измерения микрометрический штихмас имеет набор сменных мерительных стержней, что позволяет измерять размеры до 250 мм.
Рис. Штихмас микрометрический:
1 и 5 — сферические мерительные поверхности; 2 — гильза; 3 — стопорный винт; 4 — барабан.
Индикатор
Индикатор служит для измерения отклонений в размерах изделий. Индикаторами проверяют вертикальные и горизонтальные плоскости отдельных деталей, а также биение, овальность и конусность валов и цилиндров. Точность измерения индикатором до 0,01 мм.
Индикатор состоит из корпуса, внутри которого расположен механизм, состоящий из нескольких шестерен, зубчатой рейки, упоров и циферблата со стрелкой. На циферблате нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного штифта на величину 0,01 мм стрелка перемешается по окружности на одно деление шкалы, а при перемещении штифта на 1 мм она делает один оборот. Обратно измерительный штифт перемещается под действием пружины.
Рис. Индикатор:
а — разрез индикатора; б — универсальная стойка для крепления индикатора; 1 — измерительный штифт; 2 — червячное колесо; 3 и 5 — зубчатки; 4 — стержень; 6 и 9 — пружины; 7 — каретка; 8 — направляющая каретки.
На рисунке б показана универсальная стойка для крепления индикатора, с помощью которой измеряют детали в различных положениях.
Для измерения износа цилиндров индикатор закрепляют на специальном приборе — пассиметре.
Рис. Индикатор с пассиметром для измерения износа цилиндров: 1 и 2 — стержни; 3 — подвижной наконечник; 4 — качающийся рычаг; 5 — неподвижный стержень; 6 — калиброванные кольца; 7 — набор неподвижных стержней; 8 — ключ для разборки и сборки головки прибора.
Измерительная часть (головка) прибора состоит из подвижного наконечника и неподвижного стержня. Перемещение подвижного наконечника передается качающимся рычагом и стержнями на измерительный штифт индикатора, который в свою очередь действует на механизм и стрелку. В комплект индикатора входит набор неподвижных стержней и калиброванных колец, позволяющих измерять цилиндры разных диаметров. Перед измерением в головку прибора устанавливают неподвижный стержень (иногда под буртик неподвижного стержня помещают калиброванные кольца). Для подбора стержня и кольца цилиндр предварительно измеряют (приближенно) штангенциркулем или линейкой.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Рис. Измерительные инструменты:
а — набор плоских щупов; б — резьбомер.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116—118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.
Рис. Шаблоны для проверки угла заточки спиральных сверл:
а — простой; б — универсальный.
Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.
Рис. Проверочная плита
Тахометр
Тахометром определяют число оборотов валов двигателя и других механизмов. Действие тахометра основано на использовании центробежных сил, возникающих я его механизме. При определении оборотов, тахометр резиновым наконечником устанавливают в центр вала и плотно прижимают к нему. При этом стрелка на циферблате указывает число оборотов вала в данный момент. Для удобства пользования тахометр снабжен различными наконечниками.
Рис. Тахометр
Стетоскоп
Стетоскоп служит для прослушивания двигателей с целью определения стуков. По устройству он очень прост и состоит из стального стержня и деревянного или фибрового наушника. Стетоскоп позволяет довольно точно определять характер и место стука. При прослушивании стержень стетоскопа последовательно прикладывают к местам предполагаемого стука на работающем двигателе.
Рис. Стетоскоп
ustroistvo-avtomobilya.ru
НАЗНАЧЕНИЕ И УСТРОЙСТВО ОСНОВНЫХ ИНСТРУМЕНТОВ ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ. Контрольно-измерительные инструменты и техника измерений (КИП) |
Штангенциркуль с точностью отсчета 0,1 мм. Штангенциркуль применяют для измерения наружных и внутренних размеров и глубины детали.
На рис. 9 изображен простой штангенциркуль, которым измеряют детали с точностью до 0,1 мм. На штанге, представляющей собой измерительную линейку, расположены измерительные губки 1 и 9, две другие губки 2 и 8 составляют одно целое с рамкой 4, вместе с которой они могут свободно передвигаться по штанге.
Устройство штангнциркуля
Для закрепления рамки 4 служит винт 3. Рамка 4 имеет планку 7, на скосах которой нанесены деления, составляющие нониус. Для измерения глубины служит узкая планка 5. Планка 5 жестко связана с рамкой 4 и передвигается в пазу штанги за выступ 6, имеющий насечку для удобства пользования.
|
Способы измерения штангенциркулем
На рис. 9 показаны три случая применения штангенциркуля: губки 1 и 2 определяют ширину паза, губки 8 и 9 — толщину бруска, планка 5 — глубину паза. Раствор губок 1, 2 и 8, 9 и глубина захода планки 5 показывают искомые размеры.
Отсчет размера производится при помощи рамки с нониусом. Целое число миллиметров отсчитывается по измерительной линейке, нанесенной на штанге, а десятые доли миллиметра — по нониусу.
В зависимости от количества делений нониуса действительные размеры детали можно определить с точностью 0,1; 0,05 и 0,02 мм.
Разберем, каким образом производится отсчет по нониусу. Для большей наглядности на рис. 10, а в увеличенном виде показаны часть измерительной линейки (штанги) и нониус, длина шкалы которого равна девяти делениям измерительной линейки, что составляет 9 мм. Эти 9 мм точно разделены штрихами на 10 частей, каждая из которых, следовательно, равна 0,9 мм.
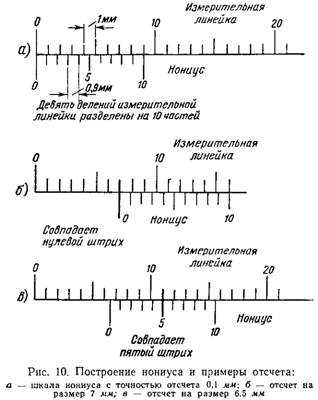
Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,9 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1 — 0,9 = 0,1 мм.
Эта величина (0,1 мм) обозначает ту точность, которую может дать рассматриваемый нониус при измерении деталей. При нулевой установке нониуса (рис. 10, а), т. е. при плотно сдвинутых измерительных губках штангенциркуля, нулевые штрихи нониуса и измерительной линейки совпадают, первый штрих нониуса не доходит до первого штриха измерительной линейки на 0,1 мм, второй штрих нониуса не доходит до второго штриха измерительной линейки на 0,2 мм, третий — на 0,3 мм, четвертый — на 0,4 мм и т. д. Наконец, последний, десятый, штрих нониуса не дойдет до десятого штриха измерительной линейки уже на 1 мм и совпадет с девятым штрихом измерительной линейки.
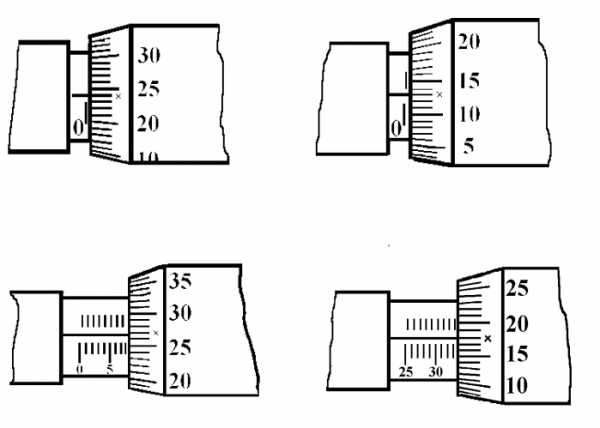
Поставим между измерительными губками штангенциркуля» стальную полоску толщиной 0,1 мм. Если при нулевом положении нониуса его первый штрих не доходил до первого штриха шкалы линейки на 0,1 мм, то теперь, когда нониус сдвинут на 0,1 мм (толщина стальной полоски), очевидно, эти штрихи совпадут. Установим между измерительными губками стальную полоску толщиной 0,2 мм. В этом случае на величину 0,2 мм сдвинутся все штрихи нониуса, и второй штрих нониуса совпадет со вторым штрихом измерительной линейки. Если установим между измерительными губками полоску толщиной 0,8 мм, то, очевидно, совпадет восьмой штрих нониуса. Таким образом, из рассмотренных примеров заключаем: какой штрих нониуса совпадает с одним из штрихов измерительной линейки, такое количество десятых долей миллиметра имеет измеряемая пластинка.
При измерении действительный размер отсчитывается с помощью нониуса следующим образом: если нулевой штрих нониуса совпал с каким-либо штрихом измерительной линейки (например с седьмым), то это деление показывает действительный размер в миллиметрах (рис. 10, б).
Если, нулевой штрих нониуса не совпал ни с одним штрихом на измерительной линейке, то ближайший штрих на штанге слева от нулевого штриха нониуса показывает целое число миллиметров, а остальные доли миллиметра соответствуют порядковой цифре штриха на нониусе (не считая нулевого), который точно совпал со штрихом измерительной линейки. Это будет число десятых долей миллиметра, которые надо прибавить к целому числу миллиметров, чтобы получить действительный размер с точностью до 0,1 мм (например 6,5 мм на рис. 10, в).
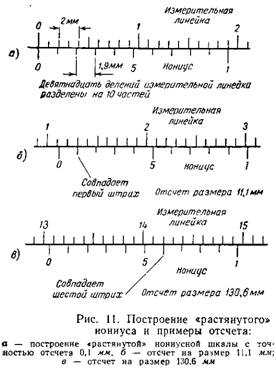
В штангенциркулях с точностью 0,1 мм отечественного производства шкала нониуса делается крупнее и равна 19 делениям измерительной линейки, а не 9, как было рассмотрено выше. Такой нониус называется растянутым. В этом случае принцип определения размера, а также величина отсчета по нониусу не изменяются, но удобство отсчета улучшается, так как каждое деление нониуса равно не 0,9 мм, а 1,9 мм (рис. 11, а). Штангенциркуль, изображенный на рис. 9, имеет такой «растянутый» нониус.
На рис. 11, б изображен отсчет размера, равный 11,1 мм, а на рис. 11, в отсчет составляет 130,6 мм.
Штангенглубиномер. По принципу штангенциркуля сконструирован глубиномер (рис. 12), который во фрезерном деле служит для измерения глубины или высоты пазов, шипов, уступов, канавок и т. д. Узкая стальная штанга 1 свободно передвигается в рамке 2. При необходимости штанга может быть неподвижна закреплена в рамке в нужном положении винтом 3. Штанга 1 имеет миллиметровые деления, по которым определяется глубина паза или высота шипа. Отсчет по нониусу ведется так же, как и при измерений штангенциркулем.
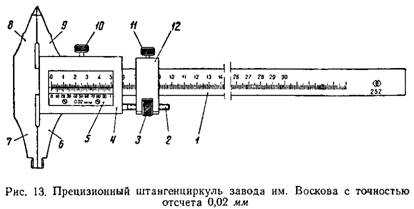
Прецизионный штангенциркуль. Для работ, выполняемых с большей точностью, чем 0,1 мм, применяют прецизионный (т. е. точный) штангенциркуль.
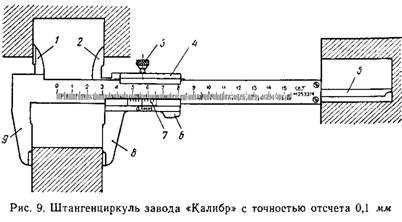
На рис. 13 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус, дающий точность отсчета 0,02 мм.
Шкала нониуса (рис. 14, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00 — 0,98 = = 0,02 мм. Величина 0,02 мм обозначает ту точность отсчета, которую может обеспечить нониус рассматриваемого прецизионного штангенциркуля при измерении деталей.
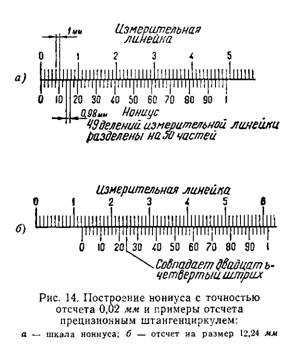
При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например, по линейке штангенциркуля (рис. 14, б) нулевой штрих нониуса прошел 12 мм и его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02×12=0,24 мм, то измеряемый размер равен 12 + 0,24= 12,24 мм.
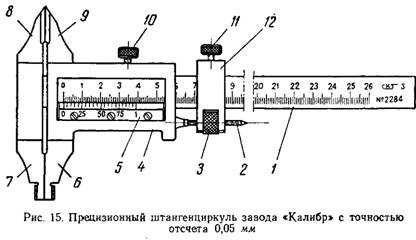
На рис. 15 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм. Здесь шкала нониуса равна 39 делениям измерительной линейки, что составляет 39 мм. Эти 39 мм точно разделены на 20 частей, каждая из которых равна 1,95 мм по принципу «растянутого» нониуса.
Прецизионный штангенциркуль (рис. 13 и 15) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге / и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Штангенциркули с пределами измерений 0—150; 0—200 и О—300 мм (рис. 13 и 15) имеют две пары измерительных губок.
Штангенциркули с верхними пределами измерений от 300 до 2000 мм изготовляют с одной парой нижних губок 6 и 7.
Микрометр.
Микрометры (рис. 16, а и б) применяются для точного измерения длины, толщины и диаметра обрабатываемой детали и дают точность отсчета до 0,01 мм. Измеряемую деталь располагают между неподвижной пяткой 2 и микрометрическим винтом 3. Вращением барабана 6 микрометрический винт удаляется или приближается к пятке.
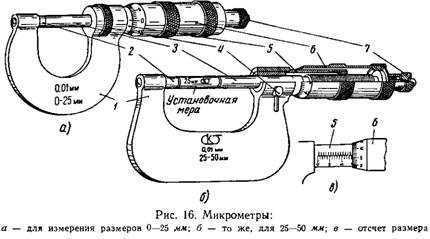
На барабане имеется предохранительная головка 7 с трещоткой, предотвращающая слишком сильное нажатие микрометрическим винтом. Вращая головку 7, выдвигают микрометрический винт 3 и поджимают измеряемую деталь к пятке 2. Когда это поджатие окажется достаточным, храповичок головки начнет проскальзывать и будет слышен звук трещотки.
Тогда вращение головки прекращают, при помощи стопора 4 закрепляют микрометрический винт и производят отсчет.
Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки с микрометрическим винтом, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5.
Устройство микрометра
Механизм микрометра устроен таким образом, что при полном обороте барабана микрометрический винт 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, то и микрометрический винт переместится на величину в 50 раз меньшую, т. е. на 0,01 мм. Это и есть точность отсчета микрометра. При измерении сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
На рис. 16, в показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет. Барабан открыл 16 целых делений (штрих, соответствующий половине деления, не открыт) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07= 16,07 мм.
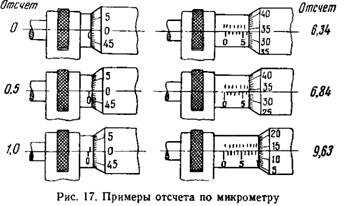
На рис. 17 показано несколько примеров измерения микрометром.
Микрометрический нутромер (штихмас).
Микрометрический нутромер, или штихмас (рис. 18), предназначен для точного измерения диаметра отверстия или ширины паза. Он состоит из трех узлов: микрометрической головки Л, удлинителя Б и измерительного наконечника В. Основным узлом нутромера является микрометрическая головка, которая подобно обычному микрометру состоит из стебля У, микрометрического винта со сферической измерительной пяткой 3, барабана 2 и стопора 4. При вращении барабана 2 (подобно барабану 6 микрометра, изображенного на рис. 16) выдвигается или вдвигается измерительный наконечник 5, который упирается в стенку паза измеряемой детали. При вращении барабана длина нутромера увеличивается, достигая размера, равного ширине паза. К показанию микрометрического винта, отсчет по которому производится подобно тому, как показано на рис. 17, надо прибавить длину удлинителя Б (этот размер выгравирован на удлинителе).
К нутромеру прилагается несколько сменных удлинителей разной длины, чтобы одним и тем же нутромером можно было измерять пазы любой ширины.
Микрометрический глубиномер. Микрометрический глубиномер (рис. 19) предназначен для точного измерения глубины паза или уступа. Он состоит из траверсы 7, имеющей измерительную плоскость и жестко скрепленной со стеблем 2, в ко-
тором перпендикулярно измерительной плоскости траверсы движется микрометрический винт с измерительным стерженьком 6, барабана 5, трещотки 4 и стопора 5.
При измерении приходится прижимать к детали траверсу, так как вес инструмента меньше измерительного усилия.
Измерение и отсчет производятся так же, как и по микрометру.
dlja-mashinostroitelja.info
