
PLA-пластик для печати на 3D-принтерах
PLA-пластик (полилактид, ПЛА) – является биоразлагаемым, биосовместимым, термопластичным алифатическим полиэфиром, структурная единица которого – молочная кислота.
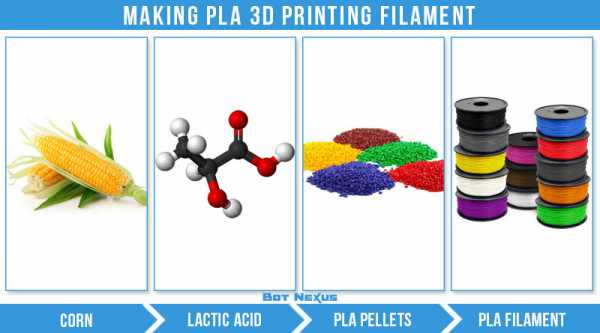
ПЛА-пластик производят из кукурузы или сахарного тростника.
Сырьем для получения служат также картофельный и кукурузный крахмал, соевый белок, крупа из клубней маниока, целлюлоза.
На сегодняшний день полилактид активно используется в качестве расходного материала для печати на 3D-принтерах.
Натуральное природное сырье в составе PLA-пластика позволяет без угрозы для здоровья человека применять его для различных целей.
При изготовлении ПЛА-пластика значительно сокращаются выбросы углекислого газа в атмосферу по сравнению с изготовлением «нефтяных» полимеров. На треть уменьшается использование ископаемых ресурсов, применение растворяющих веществ не требуется вообще.
Как правило, PLA-пластик поставляется в виде тонкой нити, которая намотана на катушку.
| Температура плавления | 173-178°C |
| Температура размягчения | 50°C |
| Твердость (по Роквеллу) | R70-R90 |
| Относительное удлинение при разрыве | 3,8% |
| Прочность на изгиб | 55,3 МПа |
| Прочность на разрыв | 57,8 МПа |
| Модуль упругости при растяжении | 3,3 ГПа |
| Модуль упругости при изгибе | 2,3 ГПа |
| Температура стеклования | 60-65°C |
| Плотность | 1,23-1,25 г/см³ |
| Минимальная толщина стенок | 1 мм |
| Точность печати | ± 0,1% |
| Размер мельчайших деталей | 0,3 мм |
| Усадка при изготовлении изделий | нет |
| Влагопоглощение | 0,5-50% |
- нетоксичен;
- широкая цветовая палитра;
- при печати нет необходимости в нагретой платформе;
- размеры стабильны;
- идеален для движущихся частей и механических моделей;
- отличное скольжение деталей;
- экономия энергозатрат из-за низкой температуры размягчения нити;
- нет необходимости применять каптон для смазывания поверхности для наращивания прототипа;
- гладкость поверхности напечатанного изделия;
- получение более детальных и полностью готовых к применению объектов.
PLA-пластик идеален для 3D-печати объектов с тщательной детализацией Работа PLA-пластиком на 3D-принтере ведется посредством технологии моделирования методом послойного наплавления (FDM-Fused Deposition Modeling). Нить расплавляется, после чего доставляется по специальной насадке на поверхность для работы и осаживается. В результате построения модели расплавленным пластиком создается полностью готовый к применению объект. Изделия из PLA-пластика подвергают шлифованию и сверлению, красят акрилом. Однако стоит помнить, что предмет из ПЛА нужно обрабатывать с осторожностью из-за его хрупкости. Еще одним минусом PLA-пластика является его недолговечность: материал служит от нескольких месяцев до нескольких лет.
Перейти на главную страницу Энциклопедии 3D-печати
3dtoday.ru
Как производят PLA для 3d-принтеров. Репортаж из цеха / Habr
Пистолетный выстрел послужил сигналом создать бизнес.Дабы развеять мифы о том, что катушки с пластиком для 3d-принтеров растут на деревьях можно только покупать и перепродавать, а так же о том, что достаточно купить «все-в-одном» экструдер и начать свой бизнес, я отправился на разведку к московским производителям ABS и PLA (и HIPS). Действительно, я попал в профессиональный цех с промышленным оборудованием, с измерительными и управляющими приборами высокой точности, высокими стандартами к чистоте (ибо процесс производства очень ответственный) и общительными основателями (готовыми делиться знаниями с любознательной и думающей аудиторией), у которых куча технокреативных идей и планов по захвату мира рынка. (+5 к уровню национальной гордости)
Как рассказал мне со-основатель компании: «Сначала мы увидели распечатанный нож для фруктов, и очищенный им от кожуры апельсин, затем шоком было видео с пистолетом Коди Уилсона и понеслось…»
В то время когда я написал на Хабре первые 2 статьи про 3d-принтеры (весна 2013), эти ребята уже начали создавать бизнес по производству пластика. Интересно, что и мне и им пришла в голову аналогичная идея, как можно дополнить поговорку, мол, человек может бесконечно смотреть на огонь, воду, как работает другой человек и на то, как печатает 3d-принтер.

Полилакти́д (ПЛА, PLA) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник. Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
Под катом — основные этапы превращения сырья в катушки с PLA для 3d-принтеров






Жила была кукурузка, потом ее перерабатывают в такие вот шарики и кладут в такие коробки
Из тонны сырья получается около 900 кг пластика
Так как это натурпродукт, он побаивается света и влаги, поэтому его оберегают вот таким мешком и куском силикагеля

А это «пылесос», которым зачерпывают 100 кг «кукурузных шариков» и отправляют в контейнер

Здесь сырье сушится, при этом запах стоит как в кондитерской
Добавляем «щепотку» красителя (тоже полностью натуральный, австрийское качество)


Здесь сырье разогревается и превращается в вязкую массу.
Под давление вала пропускаем сквозь нагревательные элементы.
Диаметр выходного отверстия «топки» около 3 мм, пластик приобретает нужный диаметр (1,75 мм) за счет того, что его тут же тянут, причем тяга очень точно настраивается 
Ванна для охлаждения. Для ABS и PLA разные температуры

Диаметр остывшего пластика измеряется лазерным прибором. Установлена допустимая погрешность диаметра нити ±0,03 мм

Дистанционный мониторинг диаметра пластика
Cкорость протяжки нити через лазер 55 метров в минуту

Управление тягой. Именно тяга создает нужный диаметр. При помощи этого узла можно очень точно подбирать тягу моторов и тем самым регулировать диаметр пластика.

«Веретено» — управляет скоростью наматывания на катушку. Нет на КАТУШКУ.

Вот это — КАТУШКА.
Без пластика
Важно отметить равномерность заполнения катушки
После того как большая катушка заполнится, ее снимают и перематывают нить на маленькие (привычные для всех) катушки.
Обычные катушки попадают в заботливые руки девушки, которая комплектует коробку
Пакетик, защищающий от пыли, силикагель, защищающий от влаги, плотная коробка, защищающая от прямых солнечных лучей и наклейки. На наклейках указаны рекомендуемая температура плавления ( для ABS и PLA они разные), диаметр нити, вес и материал.

Отсюда они отправятся по всей Москве и странам СНГ
Чистота

На что я обратил внимание — в цеху очень чисто, приняты все меры, чтобы было как можно меньше пыли: заклеены скотчем окна, часто делается уборка, используется жидкость-антистатик, особо важные места укрываются полиэтиленом.
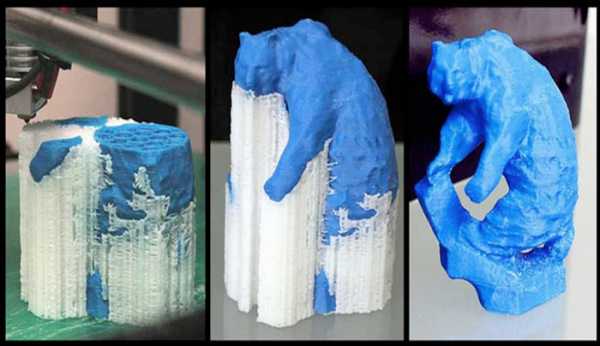
 растворимый пластик
растворимый пластик
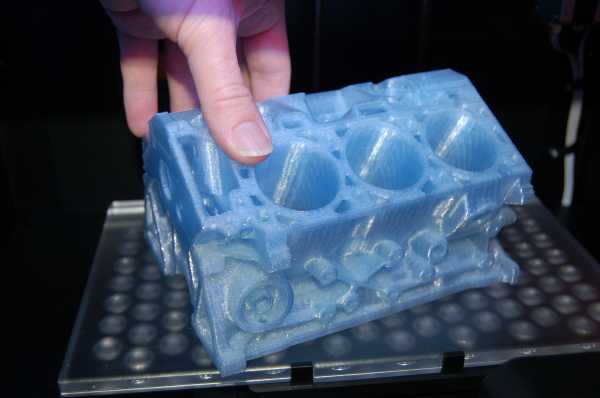
высокопрочный полистирол (HIPS), который по своим характеристикам очень напоминает обычный ABS (под который Rep 2X «оптимизирован»). HIPS растворяется в лимонене, веществе на цитрусовой основе. Сложные объекты можно печатать стандартным ABS или PLA, а HIPS использовать в качестве материала для поддержек. Конечный продукт погружается в ванну с лимоненом, где HIPS растворяется за несколько часов. Кроме того, HIPS имеет близкую рабочую температуру, хорошо клеится к ABS и платформе. Расход лимонена нужен маленький, так как большая часть поддержки обычно удаляется руками. Лимоненная ванна – слегка более сложная процедура, чем если бы это была обычная вода, но у нее есть свой плюс: после купания деталь пахнет лимоном.
Пара советов как выбрать хороший пластик.
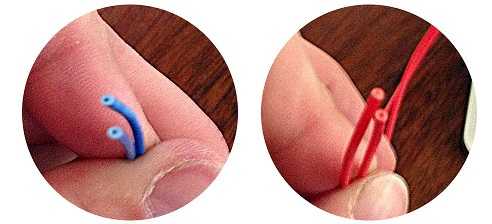
Наличие инородных тел проверяется в месте разрыва. Если поднатужиться и разорвать кусочек пластика (а рвется там где «тонко»), то место разрыва должно быть однородным — это признак хорошего качества.
Долговечность/биоразалагаемость

(картинка для инвесторов-экологов)
а вот данные похожие на правду
примеры из PLA
habr.com
PLA пластик для 3D-печати (полилактид)
PLA-пластик (ПЛА) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота.
PLA-пластик, или полилактид, является наиболее биологически совместимым и экологически чистым изо всех материалов, применяемых в 3D-принтерах. Его популярность обусловлена сразу несколькими причинами.
Главное достоинство PLA-пластика – его экологичность. По структуре он представляет собой полностью биоразлагаемый термопластичный полиэфир — полимер молочной кислоты, полученной в процессе переработки кукурузы, крахмала, целлюлозы, сахарного тростника. Этим и объясняется появление полусладкого запаха при нагревании полилактида в процессе 3D-печати. Не токсичность материала позволяет проводить процесс печати даже в слабопроветриваемых помещениях.
PLA-пластик по праву считается одним из наиболее перспективных материалов, ведь для его синтеза используют ресурсы, которые ежегодно возобновляются. По мнению многих специалистов, упаковки, напечатанные полилактидом, вскоре смогут заменить обычные бионеразлагаемые аналоги. При производстве PLA-пластика в атмосферу выбрасывается вдвое меньше, по сравнению с производством полимеров на нефтяной основе, углекислого газа. При этом также на 35% сокращается использование ископаемых ресурсов.
Биоразлагаемость PLA-пластика является и основным недостатком этого материала. Напечатанные с использованием полилактида модели не могут похвастаться долговечностью – под воздействием солнечного света и влаги они полностью разлагаются в период от месяца до двух-трех лет. По этой причине PLA-пластик не используется для печати функциональных деталей. Однако, детали из PLA пластика имеют хорошее скольжение, из него можно делать подшипники скольжения.
PLA-пластик идеально подходит для производства различных сувениров и одноразовых изделий (упаковка для пищи, одноразовая посуда, пакеты). В медицине полилактид применяют при производстве штифтов и хирургических нитей. Изделия из PLA выглядят более гладко, с глянцевым отблеском.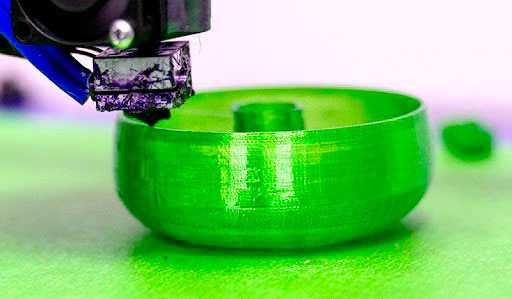
Еще одной положительной особенностью PLA-пластика является относительно низкая температура плавления, примерно равная 170-180 °C. Благодаря этому заметно повышается энергоэффективность 3D-печати, а также появляется возможность использовать для печати недорогое алюминиевые или латунные сопла. Экструзия PLA проводится при немного меньшей температуре – 150-160 °C.
Для лучшего прилипания изделия из PLA пластика к рабочему столику используют термостойкую малярную ленту или полиимидную пленку (каптон).
Недостатком полилактида является медленное застывание – стеклование происходит при температуре приблизительно 50 °C. Это нужно учитывать при выборе 3D-принтера для печати пластиком PLA. Лучше всего подойдет устройство с открытым типом корпуса, оснащенное дополнительным воздушным охлаждением для более быстрого стеклования изделий. Желательно, чтобы рабочая платформа снизу подогревалась, иначе при печати больших объектов есть риск деформации модели. Однако, в отличии от ABS пластика, нагрев рабочей платформы не обязателен, небольшие изделия можно печатать на холодном столике.
Еще одним преимуществом PLA является низкий коэффициент усадки. Это позволяет проводить печать с высоким разрешением, создавать геометрически сложные модели, что трудно сделать, например, при печати ABS пластиком. К тому же, изделия из полилактида практически не нуждаются в дополнительной обработке, и они сразу готовы к эксплуатации. Объекты, напечатанные из PLA, можно окрашивать акриловыми красками.
Минусом PLA пластика является его повышенная хрупкость и жесткость, поэтому в отличии от ABS, удаление поддержек из PLA при печати на одноэкструдерных 3D-принтерах является крайне трудоемкой процедурой.
Физико-механические характеристики PLA (ПЛА) пластика:
| Температура плавления | 173-178°C |
| Температура размягчения | 50°C |
| Твердость (по Роквеллу) | R70-R90 |
| Относительное удлинение при разрыве | 3,8% |
| Прочность на изгиб | 55,3 МПа |
| Прочность на разрыв | 57,8 МПа |
| Модуль упругости при растяжении | 3,3 ГПа |
| Модуль упругости при изгибе | 2,3 ГПа |
| Температура стеклования | 60-65°C |
| Плотность | 1,23-1,25 г/см³ |
| Минимальная толщина стенок | 1 мм |
| Точность печати | ± 0,1% |
| Размер мельчайших деталей | 0,3 мм |
| Усадка при изготовлении изделий | нет |
| Влагопоглощение | 0,5-50% |
Понравилось? Покажи друзьям!
3d-week.ru
Пластик PLA для печати 3D принтера, характеристики
Технология 3D печати сегодня является одним из самых перспективных направлений. Чтобы добиться успеха, необходимо приобрести специальное оборудование и качественные расходные материалы. Благодаря широкому ряду 3D принтеров и пластику, выбранному с учетом всех необходимых характеристик. Среди возможных вариантов выделяют нейлон, PLA, ABS и PVA пластик.
Особенности
Полилактид отличается множеством преимуществ. Его можно использовать в бытовых и промышленных условиях. С помощью современных технологий изготавливают различные объекты. Среди них детские игрушки, учебные макеты, предметы домашнего обихода, детали. Графические изображения моделей создают с помощью компьютерных программ.

PLA-пластик
PLA-пластик – биоразлагаемый полиэфир, который изготавливают из сахарного тростника. В качестве исходных материалов также применяют крахмал, целлюлозу, соевый белок, маниоку. Указанный материал используют для изготовления прототипов, характеризующихся гладкой поверхностью и четкими границами.
Характеристики
Пластик PLA для 3D принтера отличается следующими характеристиками:
- расплавление материала – 173-178°C;
- изменение консистенции – 50°C;
- показатель твердости варьируется от R70 до R90;
- при возникновении разрывов удлинение составляет 3,8%;
- прочность в местах изгиба и разрыва – соответственно 55,3 и 57,8 Мпа;
- минимальный размер деталей – 0,3 мм;
- стеклование осуществляют при температуре 60-65°C;
- точность печати составляет ± 0,1%;
- показатель плотности равна 1,23-1,25 г/см³;
- толщина стенок не может быть меньше 1 мм.

PLA-пластик
При создании прототипов не происходит усадки. В перечне преимущества PLA пластика находится нетоксичность, наличие широкой цветовой гаммы, низкий коэффициент взаимодействия трущихся деталей, возможность создания крупных объектов. В процессе изготовления модели отсутствует необходимость в платформе, оснащенной нагревательным элементом.

Фигурки из пластика PLA
Предметы, готовые к использованию, характеризуются детальностью. К плюсам PLA пластика относят четко определенные размеры, гладкую поверхность, правильное совмещение подвижных частей, высокая энергоэффективность, высокий показатель скольжения. При использовании указанного материала не нужно применять смеси для смазывания.
Готовые детали при интенсивной и продолжительной эксплуатации быстро становятся непригодными. Если макет полностью статичен, фактором разрушения становится влияние атмосферы. При выборе прутка для 3D оборудования потребителю следует учесть предназначение и характеристики изделия. Пластик PLA для 3D ручки реализуют в форме нитей, зафиксированных на катушке.

Деталь из пластика PLA
При использовании 3D принтера используют способ послойного направления. Нити перед построением объекта расплавляются. После создания основы изделие оснащают дополнительными отверстиями, шлифуют, окрашивают посредством акрила. Среди минусов PLA пластика: недолговечность, хрупкость, возможные трудности с обработкой. Цена этого материала выше, чем стоимость АБС пластика. Из него не рекомендуется делать декоративные объекты, которые планируется использовать на протяжении длительного периода времени.
PLA-пластик или ABS-пластик
Каждый материал для 3D печати отличается индивидуальными свойствами. Разница между ABS и PLA пластиком довольно существенная. ABS представляет собой ударопрочную пластмассу, изготовленную из нефтяного сырья. Материал применяют для создания множества товаров. Именно из него делали первые 3D-ручки до появления пластика PLA. Среди преимуществ ABS выделяют термопластичность, широкую распространенность.
PLA – биоразлагаемый и биосовместимый материал. Его создают из природных ресурсов, которые носят возобновляемый характер. PLA используют для медицинских приспособлений, изделий, используемых в течение короткого срока.
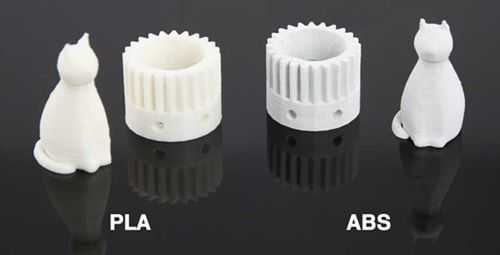
Детали из PLA-пластика и ABS-пластика
К остальным отличиям причисляют:
- Наличие специфического запаха. Изделия из PLA дают аромат сахарозы, ABS – горящей пластмассы. Объектами из последнего материала нужно пользоваться в помещениях, которые хорошо проветриваются.
- Уровень прочности. Несмотря на устойчивость к изгибу и видимую жесткость предметы, сделанные из PLA, отличаются хрупкостью. ABS характеризуется меньшей жесткостью и большей стойкостью к изгибам.
- Влияние на окружающую среду. PLA пластик – более экологичный материал. Он быстро разлагается в агрессивной среде. ABS стоек по отношению к щелочным и масляным средам. Его перерабатывают той же технологии, что и обычный пластик.
- Температура для пластика PLA составляет от 180 до 240 градусов по Цельсию, для ABS – от 225 до 250 градусов по Цельсию.

ABS-пластик
С помощью пластика потребитель получает возможность воплотить собственные творческие идеи. При выборе расходных материалов следует ориентироваться на температурный режим, поддерживаемый оборудованием, и диаметр нити. Последний может быть равен 3 или 1.75 мм. Вес катушки равен 1 кг. Данный показатель не оказывает воздействия на качество объектов.
Еще одним определяющим фактором становится предназначение изготовленных изделий. Благодаря нетоксичности из PLA пластика часто делают товары для детей, канцелярские изделия, предметы мебели. При создании объекта рекомендуют использовать вентилятор.
printergid.ru
ЧТО ЛУЧШЕ ABS ИЛИ PLA? РАЗРУШАЕМ МИФЫ. / Статьи
Какой пластик лучше?
PLA-ПЛАСТИК (ПОЛИЛАКТИД)
Это полностью биоразлагаемый, безопасный, экологически чистый продукт, полученный из кукурузы или сахарной свеклы. При его производстве не используется ископаемое топливо. Во время работы, при нагревании, PLA издает полусладкий запах. Благодаря этим характеристикам PLA-пластик является наиболее подходящим материалом для использования в закрытых помещениях, в школах и офисах. PLA-пластик является наилучшим материалом для начала работы с 3D-принтером. Более низкая степень деформации этого пластика способствует правильной печати модели, а также обеспечивает высокое разрешение печати, позволяющее создавать модели большей геометрический сложности чем при использовании ABS. Во время печати PLA-пластиком рекомендуется использовать вентилятор для более быстрого затвердевания изделий и достижения более высокого качества печати. Основной недостаток PLA-пластика – это отклеивание углов (деламинация). Не впитывает влагу.
ABS-ПЛАСТИК (АКРИЛОНИТРИЛБУТАДИЕНСТИРОЛ)
Это прочный и крепкий полимер, полученный из ископаемого топлива, используемый для производства кубиков конструктора Лего и пластиковых чехлов для телефона. При печати больших объектов будьте осторожны, так как возможно деформирование, вызванное тепловым искажением во время остывания частей. Из-за высокой температуры плавления ABS-пластика рекомендуется использование платформы с подогревом для печати, что также позволяет обеспечить правильную адгезию слоев и помогает избежать таких проблем как warping (скручивание углов). Для улучшения адгезии также возможно использование каптоновой ленты. Применение ABS-пластика рекомендуется для изготовления деталей, подвергающихся воздействию высоких температур. Для обработки готовых изделий из ABS-пластика и смягчения поверхности используется ацетон (в виде пара в закрытой ёмкости или с помощью специальной щетки), также можно покрыть поверхность модели акриловой краской. Типичные недостатки ABS-пластика — это образование трещин, скручивание углов и отделение слоев.
Общие характеристики
Оба пластика можно сверлить, шлифовать, полировать и красить акриловой краской. В продажу поставляются в виде катушек весом 1 кг, с диаметром нити 1,75 или 3 мм.
Мифы о PLA-пластике
- Растворяется в воде и деформируется во влажной среде. Растворимый в воде пластик — это PVA (поливинилацетат), а не PLA.
- Являясь биоразлагаемым, разлагается за несколько месяцев. Изделие разлагается только в том случае, если его подвергнуть воздействию атмосферных агентов в течение длительного времени. Кроме того, использование материалов с подобными характеристиками является одним из способов заботы об окружающей среде.
- ABS-пластик намного прочнее PLA. При изготовлении пластмассовых предметов методом литья под давлением, детали из ABS-пластика являются более прочными. Технология трехмерной печати основана на методе послойного наплавления. Таким образом, если адгезия слоев PLA-пластика выше чем у ABS, предметы, изготовленные с его использованием, будут намного прочнее.
| Технические характеристики | PLA | ABS |
| Плотность (гр/см3) | 1.25 | 1.05 |
| Предел прочности на разрыв (МПа, 23 ºC) | 28 МПа | 30 МПа |
| Температура размягчения | ~ 60 °C | ~ 110 °C |
| Температура плавления | ~ 180 °C | ~ 220 °C |
| Температура экструзии | ~190-200 °C | ~220 °C |
| ABS | PLA |
| Необходимо использование подогреваемой платформы (увеличение затрат электроэнергии) | Использование подогреваемой платформы не является строго необходимым |
| Хорошие результаты без использования вентилятора во время печати | Настойчиво рекомендуется использование вентилятора при печати |
| Лучшая адгезия при использовании каптоновой ленты | Хорошая адгезия на различные поверхности |
| Ограниченная прочность пластика | Более высокая четкость при печати, более высокая адгезия слоев |
| Предрасположен к появлению трещин, отделению слоев и скручиванию углов | Предрасположен к отклеиванию углов и образованию выпуклостей |
| Более гибкий. Гнется прежде чем сломаться | Более жесткий. Не гнется, сразу ломается |
| Гнется при использовании адгезивных веществ или растворителей (ацетона) | Гнется при использовании адгезивных веществ |
| При печати образуется дым с неприятным токсичным запахом. | Приятный полусладкий запах при экструзии. |
| Изготовлен из ископаемого топлива | Изготовлен из остатков биомассы |
Источник
3dsfera.by
Расходные материалы для 3D-принтеров. Пластики.
Технология FFF имеет массу преимуществ, среди которых относительная простота конструкции принтеров и ценовая доступность как устройств, так и расходных материалов. Причем, ассортимент материалов является, пожалуй, самым широким среди всех доступных технологий. Как правило, для печати используются термопластики, но есть и исключения – композитные материалы, содержащие различные добавки, но основанные, опять-таки, на термопластиках. В этом разделе мы постараемся рассказать о наиболее широко применяемых материалах поподробнее, начиная с наиболее популярных видов.- 1 Полилактид (PLA, ПЛА)
- 2 Акрилонитрилбутадиенстирол (ABS, АБС)
- 3 Поливиниловый спирт (PVA, ПВА)
- 4 Нейлон (Nylon)
- 5 Поликарбонат (PC, ПК)
- 6 Полиэтилен высокой плотности (HDPE, ПНД)
- 7 Полипропилен (PP, ПП)
- 8 Поликапролактон (PCL)
- 9 Полифенилсульфон (PPSU)
- 10 Полиметилметакрилат (Acrylic, оргстекло, акрил, ПММА)
- 11 Полиэтилентерефталат (PET, ПЭТ)
- 12 Ударопрочный полистирол (HIPS)
- 13 Древесные имитаторы (LAYWOO-D3, BambooFill)
- 14 Имитаторы песчаника (Laybrick)
- 15 Имитаторы металлов (BronzeFill)
Полилактид (PLA, ПЛА)
Полилактид – один из наиболее широко используемых термопластиков, что обуславливается сразу несколькими факторами. Начнем с того, что PLA известен своей экологичностью. Этот материал является полимером молочной кислоты, что делает PLA полностью биоразлагаемым материалом. Сырьем для производства полилактида служат кукуруза и сахарный тростник. В то же время, экологичность полилактида обуславливает его недолговечность. Пластик легко впитывает воду и относительно мягок. Как правило, модели из PLA не предназначаются для функционального использования, а служат в качестве дизайнерских моделей, сувениров и игрушек. Среди немногих практических промышленных применений можно отметить производство упаковки для пищевых продуктов, контейнеров для лекарственных препаратов и хирургических нитей, а также использование в подшипниках, не несущих высокой механической нагрузки (например, в моделировании), что возможно благодаря отличному коэффициенту скольжения материала.
Одним из наиболее важных факторов для применения в 3D-печати служит низкая температура плавления – всего 170-180°C, что способствует относительно низкому расходу электроэнергии и использованию недорогих сопел из латуни и алюминия. Как правило, экструзия производится при 160-170°C. В то же время, PLA достаточно медленно застывает (температура стеклования составляет порядка 50°C), что следует учитывать при выборе 3D-принтера. Оптимальным вариантом является устройство с корпусом открытого типа, подогреваемой рабочей платформой (во избежание деформаций моделей большого размера) и, желательно, дополнительными вентиляторами для охлаждения свежих слоев модели.
PLA обладает низкой усадкой, то есть потере объема при охлаждении, что способствует предотвращению деформаций. Тем не менее, усадка имеет кумулятивный эффект при увеличении габаритов печатаемых моделей. В последнем случае может потребоваться подогрев рабочей платформы для равномерного охлаждения печатаемых объектов.
Стоимость PLA относительно невелика, что добавляет популярности этому материалу.
Акрилонитрилбутадиенстирол (ABS, АБС)
ABS-пластик – пожалуй, самый популярный термопластик из используемых в 3D-печати, но не самый распространенный. Такое противоречие объясняется определенными трудностями технического характера, возникающими при печати ABS. Желание умельцев использовать ABS обуславливается отличными механическими свойствами, долговечностью и низкой стоимостью этого материала. В промышленности ABS-пластик уже получает широкое применение: производство деталей автомобилей, корпусов различных устройств, контейнеров, сувениров, различных бытовых аксессуаров и пр.ABS-пластик устойчив к влаге, кислотам и маслу, имеет достаточно высокие показатели термоустойчивости – от 90°C до 110°C. К сожалению, некоторые виды материала разрушаются под воздействием прямого солнечного света, что несколько ограничивает применение. В то же время, ABS-пластик легко поддается окраске, что позволяет наносить защитные покрытия на немеханические элементы.
Несмотря на относительно высокую температуру стеклования порядка 100°C, ABS-пластик имеет относительно невысокую температуру плавления. Собственно, ввиду аморфности материала, ABS не имеет точки плавления, как таковой, но приемлемой температурой для экструзии считается 180°C, что на одном уровне с вышеописанным PLA. Более низкий разброс температур между экструзией и стеклованием способствует более быстрому застыванию ABS-пластика по сравнению с PLA.
Основным минусом ABS-пластика можно считать высокую степень усадки при охлаждении – материал может потерять до 0,8% объема. Этот эффект может привести к значительным деформациям модели, закручиванию первых слоев и растрескиванию. Для борьбы с этими неприятными явлениями используются два основных решения. Во-первых, применяются подогреваемые рабочие платформы, способствующие снижению градиента температур между нижними и верхними слоями модели. Во-вторых, 3D-принтеры для печати ABS-пластиком зачастую используют закрытые корпуса и регулировку фоновой температуры рабочей камеры. Это позволяет поддерживать температуру нанесенных слоев на отметке чуть ниже порога стеклования, снижая степень усадки. Полное охлаждение производится после получения готовой модели.
Относительно низкая «липучесть» ABS-пластика может потребовать дополнительных средств для схватывания с рабочей поверхностью, таких как клейкая лента, полиимидная пленка или нанесение раствора ABS-пластика в ацетоне на платформу непосредственно перед печатью. Подробнее о методах предотвращения деформаций читайте в разделе Как избежать деформации моделей при 3D-печати.
В то время как при комнатной температуре ABS не представляет угрозы здоровью, при нагревании пластика выделяются пары акрилонитрила – ядовитого соединения, способного вызвать раздражение слизистых оболочек и отравление. Хотя объемы производимого акрилонитрата при маломасштабной печати незначительны, рекомендуется печатать в хорошо проветриваемых помещениях или предусмотреть вытяжку. Не рекомендуется использовать ABS-пластик для производства пищевых контейнеров и посуды (особенно для хранения горячей пищи или алкогольных напитков) или игрушек для маленьких детей.
Хорошая растворимость ABS-пластика в ацетоне весьма полезна, так как позволяет производить большие модели по частям с последующим склеиванием, что значительно расширяет возможности недорогих настольных принтеров.
Поливиниловый спирт (PVA, ПВА)
Поливиниловый спирт – материал с уникальными свойствами и особым применением. Главной особенностью PVA является его водорастворимость. 3D-принтеры, оснащенные двойными экструдерами, имеют возможность печати моделей с опорными структурами из PVA. По завершении печати опоры могут быть растворены в воде, оставляя готовую модель, не требующую механической или химической обработки неровностей. Аналогично, PVA можно применять для создания водорастворимых мастер-моделей для литейных форм и самих литейных форм.Механические свойства PVA достаточно интересны. При низкой влажности пластик обладает высокой прочностью на разрыв. При повышении влажности уменьшается прочность, но возрастает эластичность. Температура экструзии составляет 160-175°C, что позволяет использовать PVA в принтерах, предназначенных для печати ABS и PLA-пластиками.
Так как материал легко впитывает влагу, рекомендуется хранение PVA пластика в сухой упаковке и, при необходимости, просушка перед использованием. Сушку можно производить в гончарной печи или обыкновенной духовке. Как правило, просушка стандартных катушек занимает 6-8 часов при температуре 60-80°C. Превышение температуры в 220°C приведет к разложению пластика, что следует учитывать при печати.
Нейлон (Nylon)
Нейлон привлекателен своей высокой износоустойчивостью и низким коэффициентом трения. Так, нейлон зачастую используется для покрытия трущихся деталей, что повышает их эксплуатационные качества и зачастую позволяет функционировать без смазки. Вслед за широким применением нейлона в промышленности, материалом заинтересовались и в сфере аддитивного производства. Попытки печатать нейлоном предпринимались практически с первых дней технологии FDM/FFF.В реальности существует несколько видов нейлона, производимых разными методами и имеющих несколько отличающиеся характеристики. Наиболее известным является нейлон-66, созданный американской компанией DuPont в 1935 году. Вторым наиболее популярным вариантом является нейлон-6, разработанный компанией BASF в обход патента DuPont. Эти два варианта очень схожи. С точки зрения 3D-печати основным различием является температура плавления: нейлон-6 плавится при температуре 220°C, а нейлон-66 при 265°C.
Многие любители предпочитают использовать нейлоновые нити, доступные в широкой продаже – такие, как проволока для садовых триммеров. Диаметр таких материалов зачастую соответствует диаметру стандартных FFF материалов, что делает их использование заманчивым. В то же время, подобные продукты, как правило, не являются чистым нейлоном. В случае с прутками для триммеров, материал состоит из нейлона и стеклопластика для оптимального сочетания гибкости и жесткости.
Стеклопластик обладает высокой температурой плавления, в связи с чем печать подобными материалами чревата высоким износом сопла и образованием пробок.
В последнее время предпринимаются попытки коммерческой разработки печатных материалов на основе нейлона специально для FDM/FFF устройств, в том числе Nylon-PA6 и Taulman 680. Указанные марки подлежат экструзии при температуре 230-260°C.
Так как нейлон легко впитывает влагу, расходный материал следует хранить в вакуумной упаковке или, как минимум, в контейнере с водоабсорбирующими материалами. Признаком чрезмерно влажного материала станет пар, исходящий из сопла во время печати, что не опасно, но может ухудшить качество модели.
При печати нейлоном не рекомендуется использовать полиимидное покрытие рабочего стола, так как эти два материала сплавляются друг с другом. В качестве покрытия можно использовать липкую ленту с восковой пропиткой (masking tape). Использование подогреваемой платформы поможет снизить возможность деформации модели, аналогично печати ABS-пластиком. В связи с низким коэффициентом трения нейлона, следует использовать экструдеры с шипованными протягивающими механизмами.
Слои нейлона прекрасно схватываются, что минимизирует вероятность расслоения моделей.
Нейлон плохо поддается склеиванию, поэтому печать крупных моделей из составных частей затруднительна. Как вариант, возможна сплавка частей.
Так как при нагревании нейлона возможно выделение токсичных паров, рекомендуется производить печать в хорошо вентилируемых помещениях или с использованием вытяжки.
Поликарбонат (PC, ПК)
Поликарбонаты привлекательны за счет своей высокой прочности и ударной вязкости, а также устойчивости к высоким и низким температурам.Стоит отметить потенциальный риск для здоровья при печати: в качестве сырья зачастую используется токсичное и потенциально карциногенное соединение бисфенол А. Остаточный бисфенол А может содержаться в готовых изделиях из поликарбоната и испаряться при нагревании, в связи с чем рекомендуется производить печать в хорошо вентилируемых помещениях.
Температура экструзии зависит от скорости печати во избежание растрескивания, но минимальной температурой на скорости 30мм/сек можно считать 265°С. При печати рекомендуется использование полиимидной пленки для лучшего схватывания с поверхностью рабочего стола. Высокая склонность поликарбоната к деформации требует использования подогреваемой платформы и, при возможности, закрытого корпуса с подогревом рабочей камеры.
Поликарбонат обладает высокой гигроскопичностью (легко поглощает влагу), что требует хранения материала в сухих условиях во избежание образования пузырьков в наносимых слоях. В случае длительной печати во влажном климате может потребоваться хранение даже рабочей катушки во влагозащитном контейнере.
Полиэтилен высокой плотности (HDPE, ПНД)
Пожалуй, наиболее распространенный пластик в мире, полиэтилен относительно редок среди 3D-печатных материалов. Причиной тому служат сложности при послойном изготовлении моделей.Полиэтилен легко плавится (130-145°С) и быстро застывает (100-120°С), вследствие чего наносимые слои зачастую не успевают схватываться. Кроме того, полиэтилен отличается высокой усадкой, что провоцирует закрутку первых слоев и деформацию моделей в целом при неравномерном застывании. Печать полиэтиленом требует использования подогреваемой платформы и рабочей камеры с аккуратной регулировкой температурного режима для замедления остывания нанесенных слоев. Кроме того, потребуется производить печать на высокой скорости.
Трудности в использовании с лихвой компенсируются дешевизной и общедоступностью этого материала. В последнее время были разработаны несколько устройств для переработки пластиковых отходов из ПНД (бутылок, пищевой упаковки и пр.) в стандартные нити для печати на FDM/FFF принтерах. Примерами служат FilaBot и RecycleBot. За счет простоты конструкции, устройства RecycleBot зачастую собираются силами 3D-умельцев.
При плавлении полиэтилена происходит эмиссия паров вредных веществ, поэтому рекомендуется производить печать в хорошо вентилируемых помещениях.
Полипропилен (PP, ПП)
Полипропилен – широко распространенный пластик, применяемый в производстве упаковочных материалов, посуды, шприцов, труб и пр. Материал имеет низкую удельную массу, нетоксичен, обладает хорошей химической стойкостью, устойчив к влаге и износу и достаточно дешев. Среди недостатков полипропилена можно отметить уязвимость к температурам ниже -5°С и к воздействию прямого солнечного света.Главной трудностью при печати полипропиленом является высокая усадка материала при охлаждении – до 2,4%. Для сравнения, усадка популярного, но уже достаточно проблематичного ABS-пластика достигает 0,8%. Несмотря на то, что полипропилен хорошо прилипает к холодным поверхностям, рекомендуется производить печать на подогреваемой платформе во избежание деформации моделей. Минимальная рекомендуемая температура экструзии составляет 220°С.
Полипропиленовые нити для печати предлагаются на продажу компаниями Orbi-Tech, German RepRap, Qingdao TSD Plastic. Компания Stratasys разработала имитатор полипропилена, оптимизированный для 3D-печати, под названием Endur.
Поликапролактон (PCL)
Поликапролактон (он же Hand Moldable Plastic, Mold-Your-Own Grips, InstaMorph, Shapelock, Friendly Plastic, Polymorph, Полиморфус, Экоформакс) – биоразлагаемый полиэстер, отличающийся чрезвычайно низкой температурой плавления порядка 60°С. На практике, это свойство создает определенные проблемы при 3D-печати, так как далеко не все 3D-принтеры можно настроить для работы при столь низких температурах. Нагревание поликапролактона до привычных экструзионных температур (около 200°С) вызывает потерю механических свойств и может привести к поломке экструдера.Поликапролактон нетоксичен, что обуславливает его применение в медицинской отрасли, и биоразлагаем. При попадании в организм поликапролактон распадается, что делает печать этим материалом безопасной. Благодаря низкой температуре плавления отсутствует опасность ожогов при прикосновении к свежим моделям. Высокая пластичность материала делает возможным многократное использование.
Поликапролактон малопригоден для создания функциональных механических моделей ввиду вязкости (температура стеклования составляет -60°С) и низкой теплостойкости (температура плавления составляет 60°С). С другой стороны, этот материал прекрасно подходит для производства макетов и пищевых контейнеров.
Материал легко слипается с поверхностью даже холодного рабочего стола и легко поддается окраске.
Полифенилсульфон (PPSU)
Полифенилсульфон – высокопрочный термопластик, активно применяемый в авиационной промышленности. Материал имеет прекрасную химическую и тепловую устойчивость и практически не горит. Полифенилсульфон биологически инертен, что позволяет использовать этот материал для производства посуды и пищевых контейнеров. Диапазон эксплуатационных температур составляет -50°С – 180°С. Пластик устойчив к воздействию растворителей и горюче-смазочных материалов.При всех своих достоинствах, полифенилсульфон редко используется в 3D-печати ввиду высокой температуры плавления, достигающей 370°С. Такие температуры экструзии не под силу большинству настольных принтеров, хотя теоретически печать возможна при использовании керамических сопел. В настоящее время единственным активным пользователем материала является компания Stratasys, предлагающая промышленные установки Fortus.
Полиметилметакрилат (Acrylic, оргстекло, акрил, ПММА)
Полиметилметакрилат – это всем известное органическое стекло. Материал прочен, влагоустойчив, экологичен, легко поддается склеиванию, достаточно пластичен и устойчив к воздействию прямого солнечного света.К сожалению, акрил плохо подходит для FDM/FFF печати в силу ряда причин. Акрил плохо хранится в виде катушек с нитью, так как постоянное механическое напряжение приводит к постепенному разрушению материала. Во избежание образования пузырьков разрешение печати должно быть высоким – с точностью, практически недоступной для домашних принтеров. Быстрое застывание акрила же требует жесткого климатического контроля рабочей камеры и высокой скорости печати. Опять-таки, показатели скорости печати FDM/FFF принтеров обратно пропорциональны разрешению печати, что усугубляет проблему.
Тем не менее, попытки печати акрилом предпринимаются, а некоторые из них дают относительно положительные результаты. Однако при создании достаточно прочных моделей избежать образования пузырьков и достигнуть привычной прозрачности материала пока не удается. На данный момент наилучшие результаты с акрилом показывает другая технология печати – многоструйное моделирование (MJM) от компании 3D Systems. В данном случае используется фотополимерный вариант акрила. Значительных успехов достигла и компания Stratasys, использующая собственный фотополимерный имитатор акрила VeroClear на принтерах марки Objet Eden. Остается надеяться, что высокий спрос на акрил приведет к появлению композитных материалов на основе полиметилметакрилата, предназначенных специально для FDM/FFF печати.
Полиэтилентерефталат (PET, ПЭТ)
Полиэтилентерефталат – под этим сложным названием скрывается материал, используемый для производства пластиковых бутылок и другой пищевой и медицинской тары.Материал имеет высокую химическую устойчивость к кислотам, щелочам и органическим растворителям. Физические свойства ПЭТ также впечатляют высокой износоустойчивостью и терпимостью к широкому диапазону температур – от -40°С до 75°С. Кроме всего прочего, материал легко поддается механической обработке.
Печать с использованием ПЭТ несколько проблематична, ввиду сравнительно высокой температуры плавления, достигающей 260°С и значительной усадки при остывании, составляющей до 2%. Использование ПЭТ в качестве расходного материала требует примерно тех же условий, что и печать ABS-пластиком.
Для достижения прозрачности моделей необходимо быстрое охлаждение при прохождении порога стеклования, составляющего 70°С – 80°С.
Материал стал предметом внимания 3D-умельцев, использующих использованную тару в качестве сырья для бытового производства расходных материалов для 3D-печати. Для изготовления нитей используются такие перерабатывающие устройства, как FilaBot или RecycleBot.
Ударопрочный полистирол (HIPS)
Ударопрочный полистирол широко используется в промышленности для производства различных бытовых изделий, строительных материалов, одноразовой посуды, игрушек, медицинских инструментов и пр.При 3D-печати полистирол демонстрирует физические свойства, весьма схожие с популярным ABS-пластиком, что делает этот материал все более популярным среди 3D-умельцев. Наиболее же привлекательной особенностью полистирола является отличие от ABS в отношении химических свойств: полистирол достаточно легко поддается органическому растворителю Лимонену. Так как на ABS-пластик Лимонен эффекта не имеет, возможно использование полистирола в качестве материала для построения растворимых поддерживающих структур, что исключительно полезно при построении сложных, переплетенных моделей с внутренними опорами. В сравнении с удобным, водорастворимым поливиниловым спиртом (PVA-пластиком), полистирол выгодно отличается относительно низкой стоимостью и устойчивостью к влажному климату, затрудняющему работу с PVA.
Стоит иметь в виду, что некоторые производители ABS-пластика подмешивают в свои расходные материалы несколько более дешевый полистирол. Соответственно, модели из таких материалов могут раствориться в Лимонене вместе с опорными структурами.
При нагревании полистирола до температуры экструзии возможно выделение токсичных испарений, в связи с чем рекомендуется осуществлять печать в хорошо проветриваемых помещениях.
Древесные имитаторы (LAYWOO-D3, BambooFill)
LAYWOO-D3 – недавняя разработка, предназначенная для печати моделей, напоминающих деревянные изделия. Материал на 40% состоит из натуральных древесных опилок микроскопического размера и на 60% из связующего полимера. LAYWOO-D3 весьма прост в обращении, будучи практически неподверженным деформациям и не требуя использования подогреваемой платформы. Согласно производителям, полимер нетоксичен и полностью безопасен.Уникальные свойства материала позволяют добиваться различных визуальных результатов при печати с разными температурами сопла. Диапазон рабочих температур составляет 180°С-250°С. По мере увеличения температуры экструзии, оттенок материала становится прогрессивно более темным, позволяя имитировать разные сорта древесины или годовые кольца.
Готовые модели прекрасно поддаются механической обработке – шлифовке, сверлению и пр. Кроме того, изделия легко окрашиваются, а неокрашенные модели даже имеют характерный древесный запах.
К сожалению, стоимость материала почти в четыре раза превышает цену на такие популярные материалы, как PLA и ABS-пластики. По мере прогнозируемого роста популярности, материал должен стать более доступным.
В настоящее время ведется разработка и тестирование альтернативных материалов, таких как BambooFill от голландской компании ColorFabb.
Имитаторы песчаника (Laybrick)
Композитный материал от изобретателя Кая Парти, ответственного за создание революционного древесного имитатора LAYWOO-D3. На этот раз Кай нацелился на имитацию песчаника, используя опробованный метод смешивания связующего материала с наполнителем – в данном случае минеральным.Laybrick позволяет производить объекты с различной текстурой поверхности. При низких температурах экструзии порядка 165°С-190°С готовые изделия имеют гладкую поверхность. Повышение температуры печати делает материал более шершавым, вплоть до высокой степени сходства с натуральным песчаником при температуре экструзии свыше 210°С.
Материал легок в работе, не требуя подогрева рабочей платформы, не демонстрируя существенных деформаций при усадке и не производя токсичные испарения при нагревании. Единственным недостатком можно считать достаточно высокую стоимость материала, что в немалой степени обуславливается ограниченным производством.
Имитаторы металлов (BronzeFill)
Металлы привлекают сторонников аддитивного производства с ранних дней технологий 3D-печати. К сожалению, печать чистыми металлами и сплавами вызывает массу трудностей, непреодолимых для большинства методов 3D-печати. Полностью функциональные металлические изделия можно произвести только с помощью таких технологий, как SLS, DLMS или EBM, требующих использования промышленных установок, чья стоимость исчисляется сотнями тысяч долларов. В то же время, имитаторы металлов успешно используются в струйной 3D-печати (3DP), где формирование изделий происходит из металлических порошков, частицы которых скрепляются наносимым связующим материалом. В FDM/FFF печати металлические имитаторы лишь появляются на свет.Интересным примером служит BronzeFill – фактически, прозрачный PLA-пластик с наполнителем из микрочастиц бронзы. Материал, в настоящее время проходящий бета-тестирование, должен доказать пригодность для использования в любых принтерах, предназначенных для работы с полилактидом.
Готовые изделия легко поддаются полировке, достигая высокого внешнего сходства с цельнометаллическими изделиями. В то же время стоит учитывать, что связующим элементом материала является термопластик, с соответствующими механическими и температурными ограничениями.
Перейти на главную страницу Энциклопедии 3D-печати
3dtoday.ru
Пластик PLA для 3D принтера от CREOZONE
Получил на днях пластик по акции:CREOZONE PLA Clear (прозрачный)
Примеры и рекомендации под катом
Приветствую всех посетителей сайта Mysku!
3Д печатникам и тем, кто хочет ими стать — отдельный пламенный привет!
Наконец-то прибыл пластик CREOZONE, который заказывал по акции (и еще недавно одна).
Там что-то с купонами вышло недорого, доставка была бесплатная по РФ.
Так как выбирал со склада в РФ, то получил достаточно быстро (СДЭК). Правда у продавца на складе ограниченный ассортимент, остальное заказывал с доставкой из Китая.
Итак, пластик брендовый, заявлен как конкурент отечественным REC и BF.
Упаковка фирменная, толстый полиэтилен вакуумной упаковки катушки, силикагель — как полагается
Характеристики:
Бренд: CREOZONE
Диаметр: 1,75мм
Масса нетто: 1кг
Масса брутто: 1.21
Тип: PLA
Цвет: прозрачный (Clear)
Заявленная точность диаметра прутка: PLA: ± 0.03mm
Заявлены: отсутствие пузырьков (особенность техпроцесса), стабильность параметров, стабильная текучесть (отсутствие пробок в хотэнде)
Температуры печати: PLA: 190°C — 210°C
Допускается использовать подогреваемый стол до 50°-60 °
Я печатал на холодный стол (у меня адгезивный скотч)
Итак сама посылка — одна коробка в почтовом пакете
Предварительно взвесил (брутто) = 1.35кг
Внутри коробка упакована в пупырчатый полиэтилен
Картонная упаковка брендированная
Присутствует масса информации о производителе и пластике
Еще фото картонной коробки с фирменным логотипом YJS
Внутри коробки катушка в вакуумной упаковке, запечатано с силикагелем
Масса пластика на катушке 1.2 кг
Брендовая наклейка «CREOZONE» 
Маркировка пластика PLA. Указаны рекомендации по температуре
Перед печатью оценил диаметр прутка: 1,75 ± доли мм, мне мой штангель такое уже не показывает, нужен микрометр.
По показометру пляшет между 1.75 и 1.74 мм. Думаю тут уже покажет сама печать. Заявлена точность ± 0,03 мм
Сам пруток прозрачный. Мне напоминает световоды.
Если что — отрезки прутка можно использовать как световоды для техники (от светодиодов до панели(, плюс он достаточно гибкий (не ломается, гнется).
Установил на подставку (рядом зеленый BF)
Ну и запустил тестовую печать рыбки.
Параметры: Температура 205°, сопло 0,4, слой 0,2, заполнение 20%, скорость 50, два периметра.
Результат печати
Рыбки, после снятия со стола. Если аккуратно отодрать от скотча (без излишнего усердия, так как можно поломать замки) — игрушки гибкие, вернее «работают» сочленения.
Внутри «позвоночника» рыбы — специальный замок, который обеспечивает определенную свободу деталям игрушки
На фото видно, что слои ровные. Пластик ложится хорошо. Я думаю, если печатать с 1 периметром, то будет вообще полупрозрачная равномерная стенка
Рыба функционирует, гибкая, можно повесить на ключи как брелок
Это уже фото подаренной рыбки у счастливого владельца
Теперь тестовая лягушка.
Постарался покрутить перед светом, чтобы была видна фактура пластика. На самом деле эффект прозрачности тяжело передать, так как пластик «блестит».
Параметры печати аналогичные.

Для ребенка распечатал корону
На фото видно следы ретракта при перемещении. Пластик оказался чуть чуть жидковат из-за отсутствия добавок-красителей (напоминаю, это Clear, то есть прозрачный/чистый). Снижаю температуру до 200° (можно и 190….195°) ставить.
Слегка увеличиваю ретракт
Фото короны (чуть снял «волосы»)

В доме одной принцессой стало больше)))
Теперь с новыми настройками температуру продолжаю печать.
Печать стеклотары — тут нужно было печатать без заливки, то есть только контур бутылки. Оставил заполнение, получил непрозрачную бутылку

Правда надпись Соке-Сола видна (но не доступна для фотографии)
Далее продолжаю кукольную тематику, туфельки для золушки (Модель масштабируется под золушку). 
На золушке
Фото чуть крупнее

Теперь не жалко потерять туфельку, как и в сказке)))) и Пускай потом принц ищет)))
Звезда смерти
Печатается половинками, плюс кольцо-вставка

Качество печати внутри без поддержек (!)

Склеенная

Воспользуемся основным преимуществом пластика — светопрозрачностью. В голову приходит фонарик
Вот как это выглядит в темноте
Выводы: пластик хороший. Вполне достойная замена REC и BF.
Из плюсов отмечу бесплатную доставку во все регионы, что пока не сделали другие производители. Хотелось бы по срокам быстрее, но пока 1-2 недели.
Доставка того же BF обычно стоит 400-700р, в зависимости объема или ТК (при отсутствии пункта выдачи в городе) и по срокам около 5-7 дней.
Конкретно PLA прозрачный — отличный пластик, только из-за отсутствия добавок он чуть более текучий — учитывайте это в предварительных настройках. Из него можно сделать массу интересных поделок, особенно с применением светотехники.
Были вопросы по поводу цены и акций:
Сейчас работает кодовое слово CREOZONE
Это $4 скидки!
P.s. Товарищ Offi отписался про WOOD в посте про скидку на этот пластик
P. P. S. Печатал на дельте от Микромейк
mysku.ru
