
Пайка оптического волокна: детали и тонкости выполнения.
Пайка оптического волокна — процесс соединения жил кабеля путём точечного термического воздействия при помощи специального оборудования. Технология применяется во время прокладки или монтажа радиотехнического элемента для передачи информации. Качество выполненных работ влияет на дальнейшую работу линии. Один кабель может содержать до 38 волокон, каждое из которых передаёт биты информации до нескольких десятков Гб в секунду.
Используемое оборудование
Пайка осуществляется специальными приспособлениями и паяльными установками. Аппарат непосредственно для пайки кабеля выступает в качестве роботизированной техники с системой автоматического управления. Он имеет малые габариты, не превышающие 150 мм с каждой стороны.
Распространёнными являются следующие типы аппаратов для пайки:
- выравнивающие оптоволокно по сердцевине;
- имеющие фиксированные V-канавки;
- для пайки ленточного оптоволокна.
Общая схема такого устройства включает в себя несколько элементов:
- монитор;
- блок питания;
- механическая часть;
- электронную «начинку», где располагаются плата, преобразователь, дополнительные блоки;
- клавиатура.
Каждое оборудование снабжено программным обеспечением, а также интерфейсом. Настройка находится под паролем, чтобы избежать халатного отношения.

Распространёнными моделями для пайки оптического волокна являются Sumitomo Type-39, Jilong KL-300/300T. К более дешёвым относятся Fujikura FSM-18S и Sumitomo Type-46. В первом случае производится оценка затухания при сварке. Иногда применяются аппараты для групповой пайки волокон кабеля (Fujikura FSM-60R, Sumitomo Type-66 Ribbon). В 90-х гг. использовались модели типа КС. Но, исходя из современных требований к пайке, процесс во многом неудобен и сложен.
Этапы выполнения
Сам процесс в современных условиях не требует особой специализированной подготовки и позволяет производить пайку волокон кабеля с поверхностными техническими знаниями. В первую очередь производится снятие внешнего изоляционного слоя оптоволокна. Затем снимается верхняя часть модулей, в которых располагается несколько волокон. Здесь применяются стандартные инструменты.
Затем производится очистка элементов кабеля от гидрофобного материала. Для этого необходим слегка окрашенный или бесцветный гель. Используя комплект, предназначенный для защиты соответствующих соединений, следует волокна закрыть специальными гильзами (термоусадочные трубки с силовым стержнем). На 2-3 сантиметра волокна зачищаются от цветного лака, после – защитного слоя и протираются спиртовой настойкой.
Следующий этап наиболее важен. Осуществляется скалывание конца волокон таким образом, чтобы фронтальная поверхность была перпендикулярна оси элемента.
Далее волокна помещаются в V-канавки, где применяются зажимы. Два волокна подводятся друг к другу с микрозазором на торцах в автоматическом режиме благодаря манипуляторам под микроскопом. Концы элементов разогреваются до заданной температуры и совмещаются, создавая единое волокно.
После производится контроль оптоволокна при помощи механической деформации с оценкой уровня затухания. Далее – термоусадка комплекта защиты на волокнах в тепловой камере. Последним этапом становится укладка готового оптоволокна в спайс-пластины, кроссы либо оптическую муфту
Похожие статьиgoodsvarka.ru
Подготовка оптоволокна к сварке или Чего стоят ошибки пайщика
В прошлых статьях (Как устроен оптоволоконный кабель и Разделка оптоволоконного кабеля) мы уже говорили о том, насколько аккуратным и точным нужно быть пайщику при работе с оптоволоконным кабелем. На этапах же укладки модулей и волокон в кассеты (подготовка к пайке) и самой сварки эти требования возрастают в разы (наверное, именно поэтому хороший пайщик ценится на вес золота).
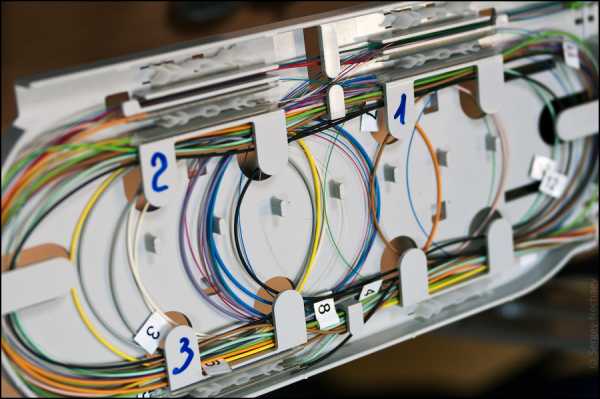
Итак, кабель заведен в кросс или муфту. Первое, что нужно сделать – промаркировать все входящие модули и волокна. Новичкам такая педантичность кажется странной, но это крайне важно. Дальше мы поймем, почему.
Маркировка модулей – зачем?
Перед нами – кабель, очищенный до модулей. На рисунке – 7 модулей, из них два – пустышки (отрезаем их под корень).

Первый модуль кабеля всегда – красного цвета. Второй располагается непосредственно рядом с первым и может быть и зеленым, и синим, и желтым, но тоже – всегда цветным. Так как модули идут по кругу, рядом с красным модулем с другой стороны конечно будет еще один, но он не цветной.
А вот третий, четвертый, пятый модуль производитель может сделать белыми, к примеру, и их очень легко перепутать. Если же модулей не 4-5, а 8, то риск ошибки возрастает.
Как определить порядок маркировки
Для маркировки используются специальные наклейки-циферки от 0 до 9. Но как же определить, в каком порядке их нужно клеить на модули? С первым и вторым все понятно, а дальше?
Дальше мы просто смотрим, как расположен второй модуль относительно первого – по часовой стрелке или против. В том же направлении будут идти и остальные.
Повторим еще раз:
1. Первый модуль – красный.
2. Второй – рядом с ним и обязательно цветной, цвет может быть любой, но хорошо различимый (синий, зеленый, желтый и т.д.)
3. Третий идет после второго в ТОМ ЖЕ направлении относительно часовой стрелки.
4. Последующие – так же.
Для наглядности приводим иллюстрацию. В правом кабеле модули расположены по часовой стрелке, в левом – против:

Соответственно, на все волокна из 1-го, красного модуля мы клеим цифру 1, на волокна 2-го – цифру 2 и т.д.
Что будет, если перепутать модули
Почему так важна маркировка? Потому что на практике довольно часто новички (и даже опытные мастера-пайщики) путают волокна из модулей при пайке – т.е. к примеру, волокно из 3-го модуля сваривается с волокном из 4-го и т.д. Магистраль проведена, муфты зарыты в землю и тут при тестах обнаруживается ошибка:
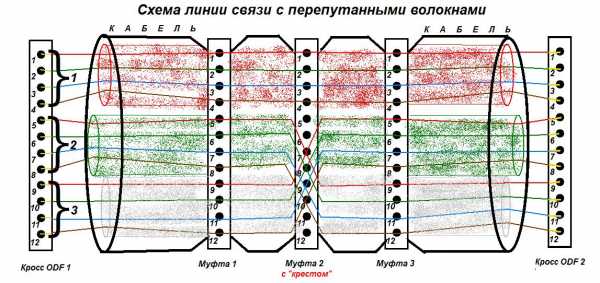
При проверке сигнала мы видим, что сигнал с 5-го порта приходит на 9-й и т.д.
Как же определить, где именно допущена ошибка? Вот тут и начинается самое интересное. На линии может быть более десяти муфт. В идеале, конечно, нужно вскрыть и проверить все, но для экономии времени поступаем следующим образом:
- Вскрываем муфту примерно посередине линии и по одному проверяем каждое волокно – не перепутаны ли они при сварке.
- Если в этой муфте все нормально – отправляем напарника с рефлектометром на ближайший кросс. Аккуратно, чтобы не поломать, сгибаем каждое волокно так, чтобы обеспечить “затор” сигнала. Если у напарника сигнал укорачивается именно на тех волокнах, где и должен – значит, ошибка не на этом отрезке, а дальше.
- Вскрываем следующую муфту – посередине следующего отрезка и повторяем все заново. При этом нам приходится каждый раз раскапывать по 2 метра земли, чтобы добраться до муфты (или прыгать по лестницам, добираясь до воздушных линий) – и все это может быть и в жару и в дождь, и вообще ничего хорошего.
А если линия, к тому же, с множеством ответвлений, а срок сдачи магистрали был еще вчера? А если ошибка допущена не в одном месте? Именно поэтому лучше потратить 5-10 минут на маркировку.
Некоторые недобросовестные подрядчики могут выбрать самый легкий путь – переткнуть пигтейлы в кроссе так, чтобы откорректировать ошибку. Если это крупная магистраль, которой впоследствии будет пользоваться множество организаций, то в долгосрочной перспективе такой скрытый дефект может привести к катастрофическим последствиям – какому-то клиенту понадобится что-то вварить на линии, волокна разрежут… и уронят DWDM какой-нибудь крупной конторы, мобильного оператора или линию государственного значения. Потому что сигнал будет идти вовсе не по тем волокнам, по которым должен.
Кстати, если мы свариваем не кабели между собой, а кабель – с пигтейлами, то все пигтейлы тоже лучше промаркировать. За исключением тех кроссов, где об этом позаботился производитель. Потратили 10 минут – сэкономили массу времени и нервов.
Отмеряем волокна для укладки в кассету
Промаркировали, продумали, в какую кассету какие модули направить и закрепляем их в кассете стяжками. Желательно модуль в месте закрепления обернуть изолентой, иначе он легко выскочит из него. На плохо очищенную от гидрофоба поверхность, кстати, изолента толком не приклеится.
Далее отмеряем волокна для укладки в кассету. При этом помним, что путь укладки нужен самый простой – без сложных изгибов. Лучше всего – по кругу:
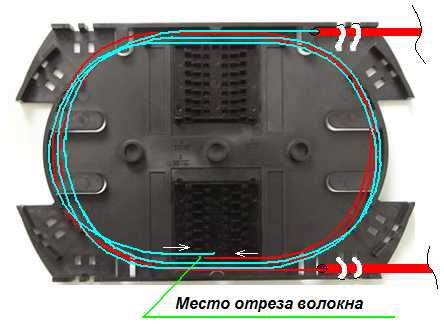
Желательно избегать вот такой изогнутой петли посередине:
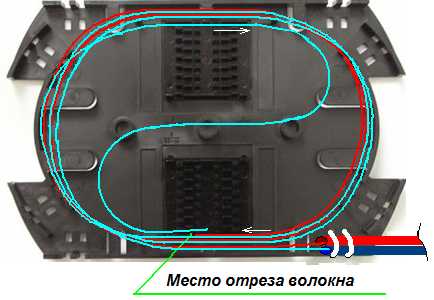
- Во-первых, кассета не предусмотрена для такого расположения волокон и их придется крепить изолентой, что неправильно и ненадежно.
- Во-вторых, это усложняет схему пайки в и без того сложных случаях и приводит к ошибкам.
Хотя иногда, конечно, без такого способа не обойтись.
Заранее продумывайте, как волокно ляжет в кассету и отрезайте нужную длину. Иначе в итоге может не хватить.
Распределяем волокна в кассете
Стандартно кассеты рассчитаны на 32 волокна. Поэтому, если у нас кабель состоит из 4 модулей по 8 волокон – все легко рассчитывается:
- Волокна 1-го и 2-го модулей одного кабеля свариваются с аналогичными второго кабеля и ложатся в верхних ложементах кассеты. (16 волокон)
- 3-й и 4-й модули – в нижних ложементах.
В простых случаях, конечно легко добиться примрено такого результата:
Сложнее, когда у вас кабель на 64 волокна. Если они оба одинаковые, в каждом 8 модулей по 8 волокон, то все еще можно выкрутиться, разделив их на две кассеты:
- Первые четыре модуля первого и второго кабеля свариваются в одной кассете;
- Последние четыре модуля – идут во вторую;
- Какую половину направлять в верхнюю, а какую – в нижнюю – все равно;
Если же у вас два кабеля с разным количеством волокон в модулях, или свариваются 3-4 различных кабеля, то здесь необходимо очень тщательное планирование разводки волокон.
Отметим, что волокна, которые переходят в другую кассету (например, лишние из-за разности числа волокон в модулях) между кассетами должны находиться в жесткой пластиковой трубочке, при необходимости заменяемой трубочкой от капельницы. Нельзя использовать для этого пустую оболочку от модулей, потому что она ломкая, к тому же от гидрофоба внутри ее не очистить толком, и тем более – пускать волокна просто так.
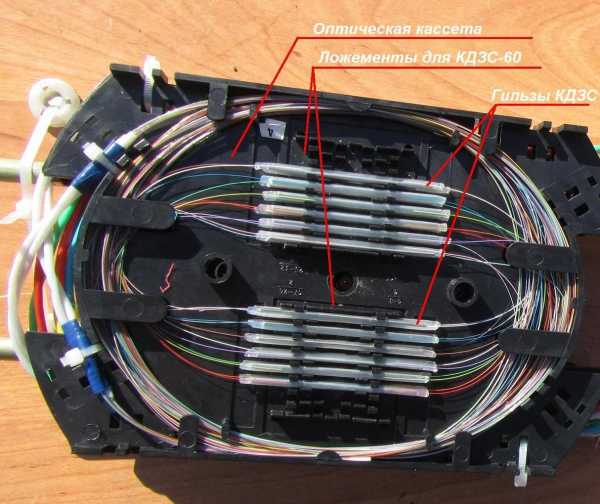
Одеваем гильзы КДЗС
Аббревиатура КДЗС расшифровывается как “Комплект для защиты сварного стыка”. Это полимерная трехсоставная гильза: внутри слой пластика, который легко плавится при повышенной температуре, потом по длине гильзы – проволока для жесткости и верхняя термоусадочная оболочка.

Основное назначение КДЗС – защитить место сварки от повреждений. Ее надевают на волокно перед сваркой, после надвигают на место сварочного стыка и отправляют на 30-40 секунд в печку. За это время внутренний пластик оплавляется и охватывает волокно, а верхний слой плотно “усаживает” все конструкцию, вместе с проволокой для жесткости. Хорошие гильзы – плотные, не разваливаются на составные части прямо в руках и без больших зазоров между слоями.
Обычно у каждого пайщика своя методика работы с гильзами. Стандартно это: надел одну гильзу, сварил волокна, усадил гильзу, взял следующую и т.д. Можно предложить чуть более продвинутый метод: надеть все гильзы на волокна СРАЗУ и уже потом варить. Так меньше риск забыть о них в процессе.
 |
Предстоит работать с оптическим кабелем, зачищать, варить оптоволокно? Новое поколение сварочных аппаратов Signal Fire AI-7 |
Гильзы выпускаются разных размеров, и в идеале, конечно, желательно использовать точное соответствие размеров гильзы и кассеты, так как:
- В кассете, предназначенной для КДЗС 60 мм, сорокамилимметровые будут болтаться в посадочных местах.
- В кассете, рассчитанной для КДЗС 40 мм, гильзы на 60 мм с трудом будут входить в эти посадочные места (так как более толстые), да и укладывать их придется строго по центру, чтобы не искривлять волокно. В крайнем случае нужно хотя бы откусить лишние сантиметры бокорезами.
Не рекомендуется:
Усаживать КДЗС зажигалкой. Можно запросто поджечь лак или пережечь оптоволокно.
Одну гильзу одевать на несколько волокон сразу. В случае необходимости перепайки волокон, или когда нужно будет продернуть волокна и посмотреть к каким модулям они идут, вас и всю вашу семью в придачу вспомнят очень нехорошими словами.
Зачищаем лаковое покрытие на волокнах
Для очистки лака с волокон используется стриппер. Это дорогой инструмент, рассчитанный именно на снятие лака – точное и качественное. Если вы будете использовать его для других целей в процессе работы – вскоре придется выкладывать деньги за новый.

Зачищать нужно примерно сантиметра 3. Главное – не сломать оптоволокно, так как мы же уже отмеряли его длину и отрезали, запаса нет.
Итак у нас промаркированные очищенные оптоволокна нужной длины, с надетыми КДЗС (на половину из них). Теперь самое интересное.
Варим!
Но об этом – уже в следующей статье.
Еще статьи по этой теме
Разделка оптоволоконного кабеля – практические советы.
Виды оптических коннекторов
Как устроен оптоволоконный кабель
Следите за публикациями!
lantorg.com
Как происходит сварка оптоволокна
Сварка оптики — это процесс, в котором свариваются оптические волокна благодаря обработке высокой температурой. Сейчас сварка оптического волокна чаще всего выполняется без участия человека.

Структура оптоволокна.
Сваривание оптических волокон производят с применением специальных устройств для сварки, которые дают возможность проведения всего комплекса работ по свариванию от самого начала и до конца.
Виды современных аппаратов и их группы
Современные аппараты для сваривания оптических волокон — это уникальные промышленные роботы, которые имеют собственную систему управления. Управление таким роботом производит оператор. Как правило, размеры новых устройств для сваривания достаточно небольшие.
Аппараты, которыми производится сварка оптики, состоят из:
Устройство аппарата для сварки оптоволокна.
- БП;
- ЭБ, в который входит материнка, дуговые блоки, преобразователи напряжения;
- механические составляющие;
- монитор (устройства для видеоконтроля).
Настоящее название этого устройства — аппарат для автоматического сваривания оптоволокна.
Каждый аппарат имеет свое программное обеспечение, которое является уникальным для каждой отдельной модели. Пользовательский интерфейс представлен клавиатурой, меню и монитором. Меню в любом случае имеет два раздела: секретный сервисный и открытый пользовательский. Секретные меню, как правило, закрываются паролями или комбинацией клавиш. Его применяют для того, чтобы сварка оптоволокна была максимально настроенной.
Аппараты для сваривания современного типа можно разделить на такие группы:
- аппараты, которыми производится сварка оптоволокна;
- для сваривания, которые имеют выравнивание по сердцевине;
- для сваривания, которые имеют фиксированные V-подобные канавки.
Вернуться к оглавлению
Что такое сварка ВОЛС и как она происходит
ВОЛС расшифровывается как волоконно-оптические линии связи. Сварка их проходит следующие этапы:
Прежде чем начать сварку оптоволокна, необходимо снять изоляцию.
- Первым делом оптоволокно разделяется. Как правило, это включает в себя снятие изоляции всего волокна, а потом и отдельных его модулей, каждый из которых составляет определенное количество оптоволокна, сварка которого происходит отдельно.
- Далее волокна очищают от материалов, защищающих от влаги. Наиболее часто применяют либо не имеющий цвета, либо немного покрашенный гель.
- На оптоволокно надевают специальную насадку, именуемую КДЗС, этот комплект состоит из труб для термоусадки и стержней усиления.
- С кончиков волокна снимают лак и слой защиты, после этого его обрабатывают спиртом.
- Уже зачищенные волокна скалывают специальными прецизионными скалывателями. Скол должен быть перпендикулярным оси волокна. Отклонения больше 1,5° недопустимы.
- Волокна, с которыми будет проделываться сварка оптоволокна, укладывают в зажим сварочного аппарата (V-канавки).
- При помощи манипулятора под микроскопом их совмещают, но в новейших моделях это происходит в автоматическом режиме.
- Благодаря электрической дуге волокна разогреваются до требуемой температуры с небольшим зазорчиком, при этом торцы совмещаются при помощи микродоводки держателя.
- Устройство проверяет прочность соединений путем механических деформаций и проводит оценку затухания, которое вносится стыками.
- Комплект для защиты соединения оператор устанавливает на место сваривания, после чего участок помещают в тепловую камеру, в которой и происходит температурная усадка.
Вернуться к оглавлению
Оптоволокно: сварка, вид и состав
Что все-таки представляет собой оптический кабель? Такие кабели можно разделить по следующим категориям:
Виды оптических волокон.
- По конструкционным особенностям: от наиболее простых, которые состоят из оболочки с трубочками-модулями, до самых новых, состоящих из многих слоев, двухуровневой защиты и прочего.
- По месту применения: наружные и внутренние виды прокладки. Внутреннюю прокладку встретить можно достаточно редко, как правило, только в высококлассных дата-центрах, которые требуют идеальности, правильности и красоты.
- По условиям прокладывания: для подвесов, грунтовые, для использования в кабельных канализациях, под водой, для подвешивания на опорах линии электропередач. Но чаще всего используются именно подвесные кабели или кабели для прокладки в грунте. Немного реже можно встретить кабели с тросиками и гофроброней. Не редкостью является кабель, который представляет собой тонкие, спаренные патч-корды. Все остальные оптические кабели можно встретить гораздо реже.
Вернуться к оглавлению
Инструменты и способ разделки кабеля
Если вам нужно разделать кабель, то для этого, равно как и для сваривания, вам понадобится много специальных инструментов. Как правило, обычный набор монтажников-спайщиков включает в себя чемодан с инструментами «НИМ25», который содержит все необходимые стрипперы, тросокусы, отвертки, плоскогубцы, ножи и другие инструменты, которые только могут понадобиться в любой сложившейся при работе ситуации.
Для разделки оптоволокна перед сваркой Вам понадобится специальный набор инструментов «НИМ-25».
Есть и прочие наборы инструментов, которые могут быть как более полными, так и не включать в себя некоторые нужные инструменты. Большинство наборов имеют слабость в виде низкого качества кейса, который выглядит красиво, но на деле изготовлен из тонкой ДВП, которую обклеивают текстурированной фольгой. Он не способен выдержать долго в рабочих условиях, и поэтому нуждается в ремонте и усилении. Некоторые отдельные инструменты из стандартных наборов могут быть плохого качества, а некоторые и вовсе не понадобятся. Помимо этого, дорогие фирменные расходники можно поменять на подручные.
Во время разделки кабеля главное, сохранить длину кабельных элементов, которая указывается в инструкциях к муфте. Таким образом, иногда придется оставить длинные силовые элементы, которые потом закрепляются в муфте, а порой этого делать не нужно. Иногда необходимо из кевлара сделать «косичку» и зажать под винт, а иногда лучше кевлар отрезать. Зависит это от типа муфт и каждого конкретного кабеля.
Волокна нужно заранее тщательно протереть специальными салфетками: это позволит удалить гидрофобный слой защиты. Первым делом волокно протирают сухими салфетками, а потом смоченными в спирте. Такой порядок очень важен, потому что на первых салфетках останется много гидрофобного материала, а вот на дальнейших уже можно использовать спирт, который позволит растворить оставшийся гидрофоб. Оставшийся на волокнах спирт быстро испарится.
Незагрязненность волокон, особенно их концов, крайне важна, для того чтобы сварка оптики была хорошей.
Там, где работа происходит с микронами, никакие загрязнения присутствовать не должны.
Волокна нужно внимательно осматривать на целостность лакового покрытия, отсутствие загрязнений и сломанных участков. Если же лак на каком-то из участков поврежден, но не сломан, то, дабы убрать риски, нужно лучше переделать этот кабель. Таким образом, будет потрачено лишних 10 минут, а не целый день в случае возникновения проблем.
После разделки на кабель надевают специальную термоусадку, которая, как правило, идет в комплекте с муфтой. Если же она предусматривает зажатие кабеля в резине с герметиком, то в термоусадке нет смысла. Новички, которые только проходят обучение в этом деле, очень часто забывают о том, что нужно надеть термоусадку. Усаживание лучше всего проводить небольшой горелкой, паяльником или промышленным феном, чтобы обеспечить герметичный вход кабелей в муфты. Практичнее все-таки применять небольшую горелку, которая надевается на баллончик с газом и зажимом. Одного такого баллончика достаточно для десятков сварок муфт, его просто зажечь, он легкий и не зависит от электричества. Прежде чем заняться усаживанием муфт и самих кабелей, желательно предварительно купить жесткую наждачную бумагу, что позволит получить лучшее сцепление с клеем. В случае пренебрежения этими простыми правилами можно получить достаточно неприятное недоразумение в виде сползаний и прочего.
expertsvarki.ru
применяемое оборудование, инструменты для пайки оптических кабелей
 Сварка оптики — процесс сваривания при высокой температуре оптических волокон. Сварка оптоволокна сегодня осуществляется обычно без участия человека.
Сварка оптики — процесс сваривания при высокой температуре оптических волокон. Сварка оптоволокна сегодня осуществляется обычно без участия человека.
Для сваривания оптики используется специализированное сварочное оборудование, предоставляющее возможность полностью автоматизировать рабочий процесс.
Структура оптоволокна:
- сердечник 9 нм;
- защитный лак с отражающей оболочкой 125 нм;
- защитное покрытие, буфер 250 нм;
- вторичный буфер.
Современное сварочное оборудование
Аппараты для сварки оптики современного типа представляют собой промышленных роботов небольших размеров, оснащенных системой управления. Самим роботом управляет оператор.
Устройство агрегата для сварки
Рассмотрим подробнее устройство сварочного агрегата:
- БП;
- ЭБ, включающий материнку, блоки, преобразователи;
- механические элементы;
- монитор для видеоконтроля.
 Такое оборудование называют аппаратом автоматической сварки оптоволокна.
Такое оборудование называют аппаратом автоматической сварки оптоволокна.
Каждая отдельная модель сварки оснащена уникальным программным обеспечением, интерфейсом пользователя: монитор, рабочее меню (сервисное, пользовательское), клавиатура.
Сервисное меню, как правило, секретное, открывается с помощью специального пароля или одновременным нажатием комбинации определенных клавиш. Его используют для максимальной настройки сварочных работ. Пользовательское меню — открытое.
Современные сварочные аппараты можно разделить на следующие категории:
- для сваривания оптических волокон;
- для сварки с выравниванием по сердцевине;
- с фиксированными канавками V-образной формы.
Процедура сваривания ВОЛС
ВОЛС — волоконно-оптические линии связи. Их сваривание осуществляется поэтапно:
- Оптоволоконный кабель разделяется: снимается изоляционное покрытие, отделяются отдельные модули, состоящие из определенного количества оптического волокна. Их сваривание производится отдельно.
- Волокна зачищаются (с них удаляется влагозащитное покрытие).
- На оптоволокно надевается КДЗС — специальная насадка из термоусадочных трубок и усилительных стержней.
- С волоконных окончаний убирается защитный слой (гель, лак), производится обработка спиртом.
- Затем волокна фиксируют прецизионными скалывателями (скол должен сформироваться перпендикулярно оси волокна).
- Свариваемые волокна помещаются в V-образные канавки (зажим).
- Их совмещают под микроскопом. В современных моделях эта процедура выполняется автоматически.
- Волокна разогреваются электрической сварочной дугой до необходимой температуры.
- Посредством механической деформации сварка оптоволоконного кабеля проверяется на прочность, оценивается процесс затухания, осуществляемый стыками.
- Оператор сварочного оборудования устанавливает защитный комплект на участок сваривания изделия, который далее помещается в специальную тепловую камеру для температурной усадки.
Классификация оптического кабеля
Оптические кабели можно классифицировать:
По структуре:
- стандартные кабели, имеющие оболочку с модульными трубочками;
- современные многослойные кабели, которые наделены двухуровневой защитой и прочими достоинствами.
По области применения:
- для наружного использования;
- для внутренней прокладки (этот вариант используется нечасто исключительно в дата-центрах).
По условиям эксплуатации:
- подвесные;
- грунтовые;
- для кабельных канализационных систем;
- подводные;
- для ЛЭП.
Наиболее востребованными являются подвесные, грунтовые кабели, тонкие, спаренные патч-корды. Немного реже используются кабели с гофрированной броней и тросиками. Остальные виды оптоволоконных кабелей встречаются редко.
Разделка оптоволоконного кабеля
Основная задача при выполнении разделки оптоволоконного кабеля — сохранить длину его компонентов, обозначенную в инструкции муфты. Поэтому в некоторых случаях необходимо оставлять длинные силовые компоненты, предназначенные для закрепления в муфте, а иногда в этом нет необходимости. В некоторых случаях из кевлара нужно сделать «косичку», зажать ее винтом, кевлар лучше не резать. Эти нюансы зависят от конструктивных особенностей муфты каждого кабеля. Итак, этапы выполнения работы:
 Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
 Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.
Предварительно с волокон удаляется гидрофобный защитный слой. Для этого они протираются специальными салфетками: сначала сухими, затем обработанными спиртом. Довольно важно соблюдать это правило, так как на первых салфетках будет оставаться большое количество гидрофобного материала. А вот когда незначительные остатки защитного слоя сухой салфеткой убрать уже будет невозможно, то поможет спирт. Он легко растворит гидрофобные частички и мгновенно испарится с поверхности волокна.Следует обратить внимание, что чистота волокон, особенно их окончаний — это залог качественной сварки оптического волокна. При работе с микронами даже малейшие загрязнения недопустимы!
Обязательно необходимо проверять волокна на целостность покрытия из лака, отсутствие сломанных участков. Если есть повреждения лакового покрытия, то такой кабель рекомендуется переделать (но он не должен быть сломан).
- В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
 В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.
В комплект муфты входит специальная термоусадка, которую надевают на уже разделанный кабель (о чем часто забывают новички). Если кабель будет зажиматься резиной с герметиком, тогда термоусадка не нужна. Чтобы обеспечить герметичность соединения кабеля с муфтой, для выполнения его усадки рекомендуется использовать строительный фен, паяльник, горелку. Но наиболее практичной считается горелка небольших размеров, надеваемая на газовый баллончик.Перед тем как начать сварку оптического кабеля, рекомендуется дополнительно приобрести крупнозернистую наждачную бумагу. Это поможет обеспечить лучшую адгезию с клеевым составом.
Применяемые инструменты
Как и для пайки оптоволокна, чтобы разделать кабель, необходимо иметь специальный комплект инструментов.
Стандартный набор инструментов монтажника-спайщика включает в себя:
- комплект стрипперов;
- комплект отверток;
- плоскогубцы;
- тросокусы;
- набор ножей;
- прочие дополнительные инструменты для различных рабочих ситуаций.
Сегодня существует множество наборов инструментов от разных производителей, с разной комплектацией. Они могут быть полностью укомплектованы необходимым инструментом или содержать только основные. Многие производители не уделяют особого внимания прочности кейсов для хранения инструмента, а только его внешнему виду. Их изготавливают из ДВП, покрывают текстурированной фольгой. Соответственно, такие кейсы в тяжелых условиях эксплуатации долго не выдерживают, требуют периодического ремонта.
И также плохого качества могут быть и некоторые инструменты из набора, а некоторые, вообще, могут не понадобиться в работе. Дорогостоящие фирменные расходники высокого качества могут быть заменены на более дешевые изделия.
tokar.guru
Варим оптоволокно в домашних условиях
12:15 am – Варим оптоволокно в домашних условиях
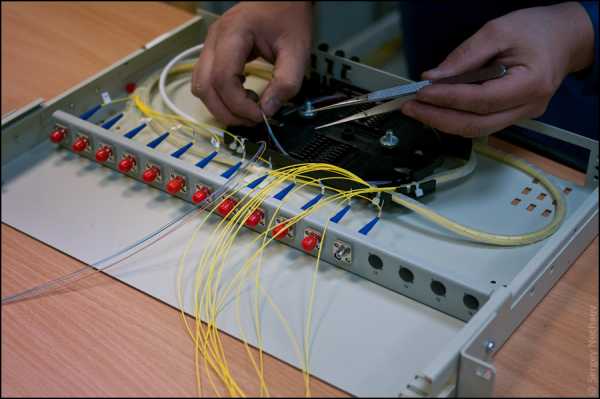
Сегодня будет научно-познавательный пост 🙂
Эти цветные проводочки есть ни что иное, как оптоволокно, уложенное в кассету муфты. Наверняка многие слышали фразу “сварка оптоволокна”, которая неизменно сопровождает крупные аварии на линиях связи. Но я уверен, что мало кто представляет себе этот увлекательный процесс. До недавнего времени я тоже был в их числе, но сегодня готов поделиться тайным знанием.
К счастью, в этот раз была не авария, а плановые работы, поэтому процесс проходил, можно сказать, в тепличных условиях.
Обычно оптический кабель разваривается на специальный кросс, каждое волокно на свой порт, откуда уже коммутируется с оборудованием или другим кроссом. Но в этот раз надо было сварить между собой два кабеля в обход оптических кроссов. Процесс, в общем-то, схож со сваркой кабеля при разрыве, за тем исключением, что кабель не надо сначала вытаскивать из кросса.
Вот так выглядят два рабочих оптических кросса, от которых надо будет избавиться и состыковать кабели напрямую. Сейчас пока данные бегают по желтым патч-кордам между кроссами.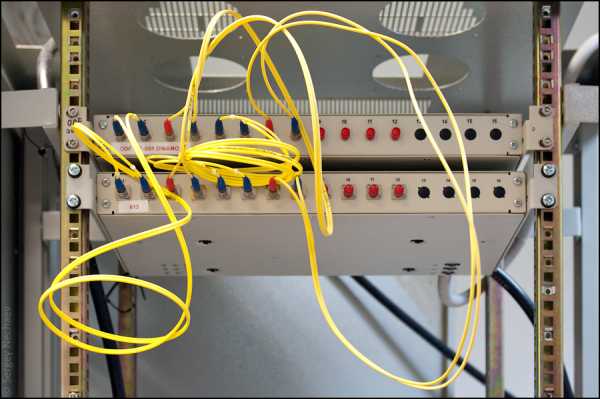
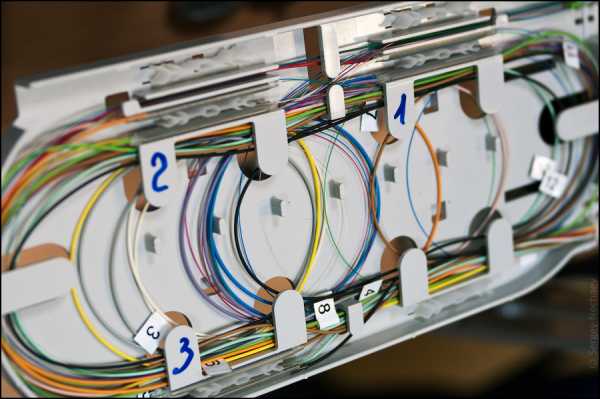
Оптический кросс изнутри. Аккуратно распутываем и вытаскиваем кабель из кассеты.
Цветные проводки – это оптоволокно из кабеля, только пока в изоляции. Само оптоволокно бесцветное, а изоляцию специально делают цветной, чтобы различать волокна.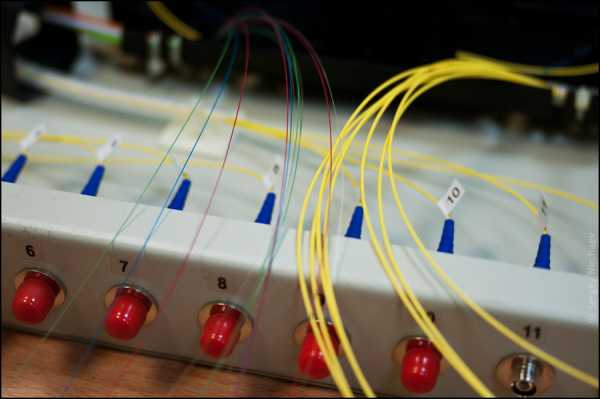
Волокон в кабеле может быть много. Может быть и 4, и 12, и 38. Как правило, для передачи данных используется пара волокон, по одному волокну в каждом направлении. По такой одной паре может передаваться от 155 Мбит/с до нескольких десятков Гбит/c, в зависимости от оборудования на концах волоконно-оптической трассы.
В этом кабеле 12 волокон, которые упакованы по 4 штуки в 3 цветных (белый, зеленый, рыжий) модуля.
Поскольку место сварки волокна – потенциально ломкая зона, эту часть кабеля упаковывают в оптическую муфту. Перед сваркой кабели заводят в муфту через специальные отверстия.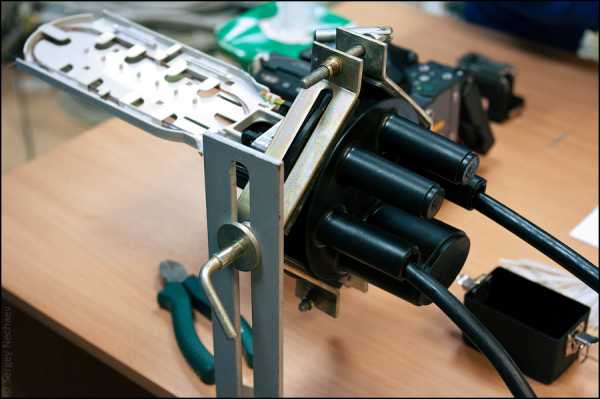
Теперь можно приступить к процессу сварки. Сначала с волокна при помощи точных инструментов снимается изоляция, и обнажается сам оптоволоконный стержень.
Перед сваркой нужно, чтобы торец волокна был максимально ровным, т.е. необходим очень точный перпендикулярный срез. Для этого есть специальная машинка.
Чик! Угол скола должен отклоняться от плоскости не более, чем на 1 градус. Обычные значения – от 0,1 до 0,3 градуса.
Обрезки чистого волокна тут же прибираются. На столе его фиг потом найдешь, а под кожу оно запросто может впиться, там обломиться и остаться.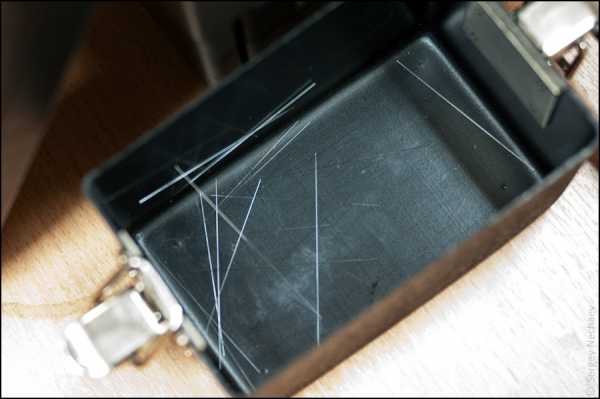
А вот и самый главный аппарат в этом процессе – сварочник. Оба волокна укладываются в специальные пазы в середине аппарата с двух сторон (на картинке – голубого цвета), и фиксируются зажимами.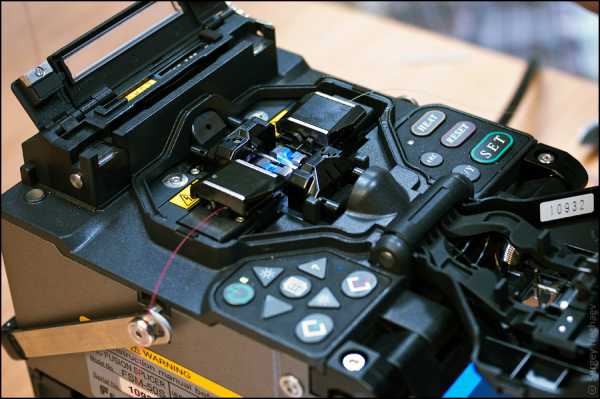
После этого самое сложное. Нажимаем кнопку “SET” и смотрим на экранчик. Аппарат сам позиционирует волокна, выравнивает их, кратковменной электрической дугой мгновенно спаивает волокна и показывает результат. Весь процесс происходит быстрее, чем я написал эти три предложения выше, и занимает секунд 10.
На волокно одевается термоусадочная трубочка с металлическим стержнем, чтобы укрепить место сварки, и волокно помещается в печку в том же самом аппарате, только уже в верхней его части.
Каждое волокно затем аккуратно укладывается в кассету муфты. Творческий процесс.
И результат.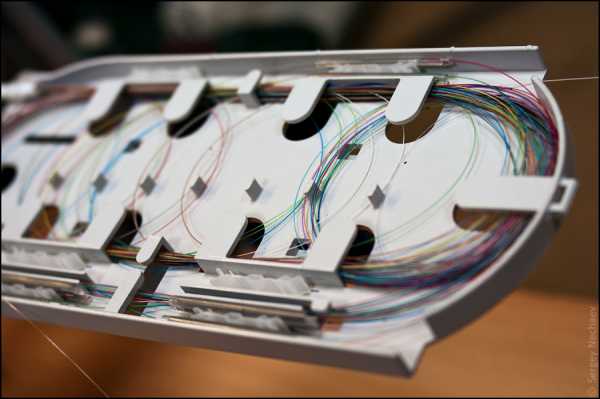
Для герметизации места ввода кабеля в муфту одеваются термоусадочные трубки, которые обрабатываются специальным феном. Трубка от высокой температуры сжимается, препятствуя доступу воды и воздуха в муфту.
И последний штрих. На муфту одевается колпак и фиксируется специальными застежками. Теперь не страшна ни влажность, ни жара, ни мороз. Такие муфты могут годами плавать в болоте без ущерба для кабеля внутри.
Весь процесс сварки двух 12-волоконных кабелей вместе занимает около полутора часов.
Ну вот, теперь вы знаете все тонкости этого процесса, можно смело покупать аппарат для сварки и опутывать оптоволоконными сетями все, что вам вздумается.
dert.livejournal.com
Как выполняется сварка оптики (оптоволокна)?
Оптические кабели —одни из самых передовых видов кабелей, используемых в современной передаче данных. С помощью оптоволокна возможна передача высокоскоростного интернета и осуществление любого другого вида связи. Поэтому в последнее десятилетие возросла потребностью в профессиональных мастерах, которым под силу ВОЛС сварка (волоконно-оптических линий связи).
Что такое оптоволокно? Каков метод пайки оптического волокна? Мы постараемся ответить на все эти вопросы. В этом материале мы кратко расскажем, что такое оптоволокно и какова технология его сварки.Это краткий экскурс, который поможет вам понять основы.
Содержание статьи
Общая информация
Перед тем, как мы расскажем вам о технологии сварки-пайки оптоволокна, сначала подробнее узнайте, что это такое.
Итак, волоконно-оптический кабель (оно же «оптоволокно», «оптика», «оптико-волоконный кабель») — это кабель, состоящий из нескольких волокон. Волокна прозрачные и обладают светопроводящими свойствами. Благодаря волокнам такие кабели способны передавать оптические сигналы. Сами же сигналы представляют собой поток фотонов, движущихся с большой скоростью. Скорость может быть разная и во многом зависит от оборудования, к которому подключены кабели.
К примеру, скорость интернета, передаваемого по оптоволокну, может достигать 240 Кбит/сек. Но как бы не удивляла эта цифра, специалисты утверждают, что технологию передачи данных с помощью оптоволокна нужно модернизировать. Поскольку она достигла своего «потолка».
Существуют самые разнообразные оптоволоконные кабели. Самые простейшие состоят из волокна, термоусадочной трубки и защитной изоляции. Самые передовые могут иметь более 4 слоев, в том числе защитных. В частности, такие кабели используются для эксплуатации на дне океанов.
Также кабели из оптики можно классифицировать по их монтажу, он может быть наружный или внутренний. Наружный используется чаще всего, поскольку он наименее затратный и можно беспрепятственно выполнить ремонт. Внутренний монтаж характерен для высококлассных дата-центров. Также такие кабели могут прокладываться под грунтом и под водой, подвешиваться с помощью тросов и на линии ЛЭП. Последние наиболее распространены. Также часто есть необходимость прокладки подземных кабелей из оптоволокна.
При этом, для каждого типа характерны свои особенности. Например, кабели для монтажа под землей должны быть защищены в специальной металлической муфте. Кабели для эксплуатации под водой должны иметь множество защитных слоев, не пропускающих воду. И в целом, сварка оптического кабеля и его последующий монтаж — это непростая задача, которую поручают профессионалам.
Необходимые инструменты
Сварка оптических волокон невозможна без набора необходимых инструментов. Дело в том, что кабель с оптоволокном нельзя просто разрезать с помощью привычных кусачек. Вам понадобится целый арсенал инструментов, используемых именно для работы с оптоволокном.
Новичкам рекомендуем набор инструментов «НИМ-25». В удобном компактном чемодане вы найдете стрипперы, кусачки для тросов, торцевые кусачки, а также отвертки, плоскогубцы, ножи и прочие инструменты, которые вам понадобятся в ходе работы. Также в подобных наборах может быть растворитель, салфетки без ворса, изолента и даже маркеры с цифрами для обозначения кабелей. Мы рекомендуем отдельно докупить хомуты и стяжки.

Не беспокойтесь, что какие-то материалы из фирменного чемодана закончатся. Наш опыт показал, что в качестве салфеток можно использовать бумажные платочки без ароматизаторов, а в качестве растворителя можно использовать самый недорогой бензин. Конечно, его применение возможно только при работе на улице. Если планируется работа в помещении, то все же лучше купить фирменный растворитель.
У предложенного нами набора есть только один минус — некачественный кейс. С вижу он похож на алюминиевый, но это бутафория. Естественно, такое чемодан долго не продержится, так что либо сразу замените его на более прочный, либо пользуйтесь аккуратно. На онлайн-досках объявлений можно поискать б/у металлические кейсы от строительных инструментов, они идеально подойдут в качестве рабочего чемодана.
Вы также можете приобрести более «навороченные» наборы, где комплектующих будет больше. Но мы рекомендуем начать с недорогих наборов, в них уже есть базовый набор инструментов.
Технология сварки
Сварка оптического кабеля начинается с его извлечения. В нашем случае, мы будем извлекать его из пластиковой кассеты. На фото вы можете видеть цветные провода, это и есть оптическое волокно, просто в защитной оболочке. Само же волокно прозрачное, поэтому оболочка всегда имеет разные цвета для их распознавания.

В одном кабеле может быть от 2 волокон до бесконечности. Стандартный кабель для передачи, например, интернета, состоит из пары волокон. Скорость передачи будет зависеть от того, какое оборудование стоит в конце волоконно-оптической трассы. Но что-то мы отвлеклись. Вернемся к сварке.
Необходимо снять изоляцию с кабеля с помощью инструментов. Обнажите волокно и убедитесь, что срез максимально ровный. Обычно волокно разрезают с помощью специального прибора. Отрезанные части необходимо сразу перенести в место сварки, ведь их можно легко потерять из-за прозрачного цвета. Сварка волокна предполагает упаковку волокон в специальную оптическую муфту. Это необходимо для того, чтобы избежать изломов волокна. Далее следует сама сварка.
Для сварки используется специальный сварочный аппарат. В его конструкции предусмотрены пазы для укладки двух волокон. После того, как волокна поместили в аппарат, их прижимают зажимами.
Далее нажимаем кнопку «Настройки» (по английский «Settings» или просто «SET»), в этот момент сварочник должен сам расположить волокна напротив друг друга. Это выполняется в автоматическом режиме.

Как только волокна примут нужную позицию, аппарат генерирует короткую электрическую дугу и мгновенно спаивает волокна между собой. Этот процесс занимает не более 10 секунд. Далее волокно извлекается и на него надевается термоусадочная трубка. Ее нагревают с помощью специального фена, чтобы она расплавилась и плотно скрепила между собой два оптоволокна. Также такая трубка защищает соединение от влаги и пыли.
Вместо заключения
Сварка оптоволоконного кабеля — сложный и кропотливый труд, который под силу только профессионалам своего дела. Чтобы заниматься подобной деятельностью мало быть просто внимательным и усидчивым человеком. Необходимо действительно любить свою профессию и интересоваться современными технологиями. А вы имели дело с оптическим волокном? Поделитесь в комментариях свои опытом. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Аппараты для сварки оптоволокна (оптических волокон)
Фильтры
Бренды
Fujikura
GREENLEE
ILSINTECH
Производитель
Fujikura
Greenlee
Ilsintech
Распознавание Волокон
Диаметр волокна
125 мкм
80 ~ 150 мкм
Кол-во программ сварки
100
300
40
60
Внесение Доп Потерь
0 – 10 дБ, шаг 0.01 дБ
0 – 15 дБ, шаг 0.1 дБ
Нет
Ресурс Электродов
1 500 циклов
3 000 циклов
3 500 циклов
5000 циклов
Кол-во программ усадки
100
20
30
50
Емкость АКБ
2000 мАч
3400 мАч
4000 мАч
4400 мАч
4700 мАч
6000 мАч
6600 мАч
8400 мАч
Скалыватель
Способ Выравнивания
По Активной V-канавке
По Оболочке
По Сердцевине
Кол-во свариваемых волокон
1
до 12
Диаметр покрытия
100 ~ 1000 мкм
100 мкм ~ 4 мм
150 мкм – 3 мм
160 мкм – 3 мм
250 мкм
Вносимые потери
SMF: 0,05 дБ; MMF: 0.02 дБ
SMF: 0.02 дБ; MMF: 0.01 дБ
SMF: 0.04 дБ; MMF: 0.02 дБ
Память
10 000 результатов
2 000 результатов
20 000 результатов
5 000 результатов
Длина Скола (250 мкм)
10 мм
5-13 мм
5-16 мм
7-16 мм
8-16 мм
Диагональ Экрана
3,5”
4,3”
4,47”
4,73”
5,0”
5,7”
Термостриппер
Применить
Очистить всёskomplekt.com
