
Сверлильный патрон с конусом Морзе, самозажимной, трёхкулачковый
 Сверлильный патрон для станка или для обычной электродрели является обязательным устройством, которое обеспечивает надёжное фиксирование оснастки при выполнении им технологической операции. Разработаны и используются ряд конструкций патронов, которые стандартизованы отечественными ГОСТами, а также стандартами DIN.
Сверлильный патрон для станка или для обычной электродрели является обязательным устройством, которое обеспечивает надёжное фиксирование оснастки при выполнении им технологической операции. Разработаны и используются ряд конструкций патронов, которые стандартизованы отечественными ГОСТами, а также стандартами DIN.
Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.

В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции. При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).

Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).

Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.

Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.

Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
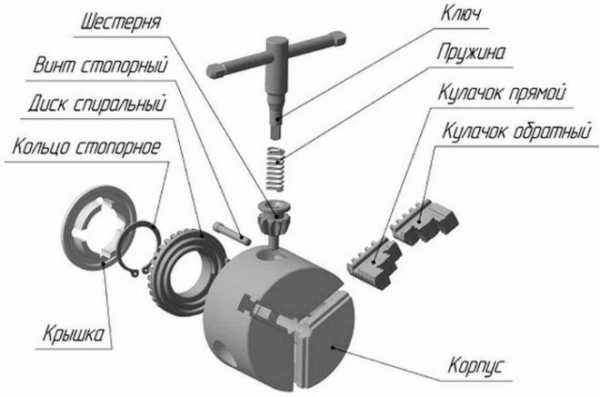
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.

Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.

Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.

Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
proinstrumentinfo.ru
Патрон по ГОСТу для дрели и сверлильного станка с укороченным переходником размеры B16
Сегодня обзор не совсем обычного для Mysku товара. Но я знаю, что тут есть люди которые работают руками и имеют некоторый станочный парк, думаю им будет интересно. Предвосхищая возгласы о том что можно купить старый советский патрон у дедушки на рынке и он будет ого-го! — я сделал сравнение и уверен на 110%, что произвольный патрон из СССР будет не лучше. Возможно, и найдётся сопоставимый, но придётся поискать.Патрон поставляется в двух коробочках: собственно патрон с ключом и хвостовик.

Начнем с хвостовика.
Красивый хорошо шлифованный хвостовик под конус Морзе-2 с одной стороны и конус Морзе инструментальный укороченный B16 с другой (почитать подробнее можно например тут). Есть небольшие дефекты на плоской части, но она ни на что не влияет. Поставляется в пластиковой коробочке.



Теперь собственно патрон. Патрон в картонной коробке с качественной полиграфией. Патрон и ключ в разных пакетах. Присутствует инструкция на английской и китайском. 




На патроне есть надписи BRIED B16 0.5-13mm.
На фото всё бликует, не получилось толком сфотографировать. 
Максимально сведенные и разведенные губки

Надо сказать, что в описании на сайте цифры более правильные — от 1 до 13мм. то есть 0.5мм сверло входит в патрон с лёгким натягом, сверлить им не получится. 0.7мм — уже вроде как затягивается, но реально уверенно пожалуй только от 1мм. Впрочем, 0.7 я сверлить не пробовал. Максимальный диаметр — 13.5мм.
Так выглядит патрон в сборе с хвостовиком:
А так в сравнении с аналогом «родом из СССР»
Как видим, аналог заметно меньше в диаметре при тех же заявленных размерах свёрел. Но! Эти патроны НЕСРАВНИМЫ по точности.
Сравнивать будем на вот таком сверлильно-фрезерном станке Гомельского производства
В патроны зажат вал от бензонасоса. Калёный, полированный, ровный, диаметром 6мм. При проверках положение узлов станка не изменялось, за исключением перемещения стола для замены патрона.
старый патрон:
новый патрон:
Как видим, биение не более полутора соток, что я считаю просто феноменальным результатом. По сути можно использовать вместо цангового патрона для фрезерования чего-то не особо твердого и малыми диаметрами фрез.
Подведем итоги: патрон отличного качества как по исполнению, так и по точности. единственным относительным минусом можно считать достаточно крупные размеры, но это я уже докапываюсь, по правде говоря. То есть даже по ГОСту патрон 1-13мм имеет наружный диаметр 52мм
Несомненно, если у вас есть доступ к складам со списанным или списываемым оборудованием, и в этом «фикспрайсе» «всё за бутылку» широкий выбор нового инструмента из ЗИПов и НЗ — то надо брать на месте. Вдруг будет не хуже? Если же предприятия развалились уже давно и халявы не будет — настоятельно рекомендую к покупке. действительно очень качественный патрон. И это я не п.18 отрабатываю, это совершенно искренне.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
Патрон для сверлильного станка
СодержаниеПрименение станочного оборудования – это один из самых серьезных прорывов в сфере создания налаженной системы производства.
Станки, в особенности сверлильные, используются практически повсеместно, так как сочетают в себе высокую мощность, точность и хорошую скорость работы.
Патрон для сверлильного станка
В последние несколько десятков лет они практически полностью заменили ручной труд с применением ручным инструментов. В этой статье пойдет речь и патронах для сверлильных станков ГОСТ 8522-79.
Общая информация
Сверлильный станок, как уже понятно из названия, используется для создания различного рода заготовок и деталей, в производстве которых необходимо разрабатывать отверстия с помощью сверления.
Существует множество моделей такого оборудования (станки 2М112, 2Н106П и т.д.). Причем каждая из них имеет свои уникальные особенности.
Так, модель 2М112 является скорее стационарной, а модель 2Н106П – это представитель настольного оборудования для нарезания отверстий и резьбы в средних заготовках. Их характеристики и свойства контролирует текущий ГОСТ.
Однако вне зависимости от типа конструкции и модели, сверлильный станок (не имеет значения, будет это образец 2М112, 2Н106П или любой другой прототип) будет иметь схожую конструкцию.

Патрон сверлильный и калибр-конус Морзе 2
Являет он собой жесткую конструкцию на стальной раме. На раме расположен двигатель, который передает усилия на свои движущиеся части и вращает шпиндель станка.
От вращения шпинделя в движение приходит сам рабочий элемент станка. Так как именно в шпинделе есть элементы резьбы или креплений.
В разных станках есть разные способы крепления шпинделей и рабочих элементов. Одним из самых распространенных считается конусный зажим типа Морзе, который взаимодействует с базовой оснасткой шпинделя.
Читайте также: «Где купить настольный сверлильный станок в Москве?».
к меню ↑
Особенности крепления рабочих инструментов
Непосредственно сверлильный станок работает за счет вращения сверла или элемента, что будет использоваться для нарезания резьбы, зенкования, расточки и т.д. Но для каждой такой работы необходимо применять разное оборудование. Так, для нарезания резьбы необходимо покупать резчики или метчики нужных размеров.
С их помощью можно создавать различные модификации стандартной резьбы, дотачивать ее или менять направления. Для выполнения расточки, зенкования и других подобных работ тоже необходимо применять уже свои, отдельные инструменты.
Для обычного сверления используют высокоточные или обычные сверла, что монтируются по зажимной или самозажимной технологии.
Проблема здесь в том, что все эти инструменты очень различны. Да и количество разновидностей станков тоже исчисляется сотнями (выше представленные модели 2М112, 2Н106П и т.д. являются всего лишь примерами, хоть и самыми удачными), а их особенности тоже стоит принимать во внимание.

Цанговые патроны для сверлильного станка
Так, настольный станок 2Н106П предназначается для более простых работ. А вот высокоточные модели типа 2М112 уже могут выполнять практически весь спектр работ, начиная от нарезания резьбы, и заканчивая сверлением под разными диаметрами.
В каждом станке может быть свой тип шпинделя. В моделях 2Н106П и 2М112 они различаются, а ведь это продукция одной серии и одного завода. Причем шпиндели могут различаться не только по общей конструкции, но и по мелким параметрам. Все эти нюансы оказывают огромное влияние на оснастку станков.
Для их нормального функционирования было придумано огромное количество дополнительного оборудования, переходников, конусов по самозажимной технологии и т.д.
Все они предназначаются для того, чтобы иметь возможность на один шпиндель установить максимальное количество возможной оснастки.
На том же станке 2М112 можно пользоваться как креплениями типа В18 или В16, что монтируются по самозажимной технологии, так и конусом Морзе старой технологии, переходниками, переводчиками и т.д.
к меню ↑
Популярные крепежные инструменты
Итак, существует множество моделей крепления для сверлильных инструментов. Все их положения регулирует текущий ГОСТ. Однако лучше от этого человеку не становится.
А все дело в том, что ГОСТ дает нам только примерные сведения о том, что такое этот инструмент, как он выглядит и где используется. Для получения большей информации приходится задействовать другие источники.
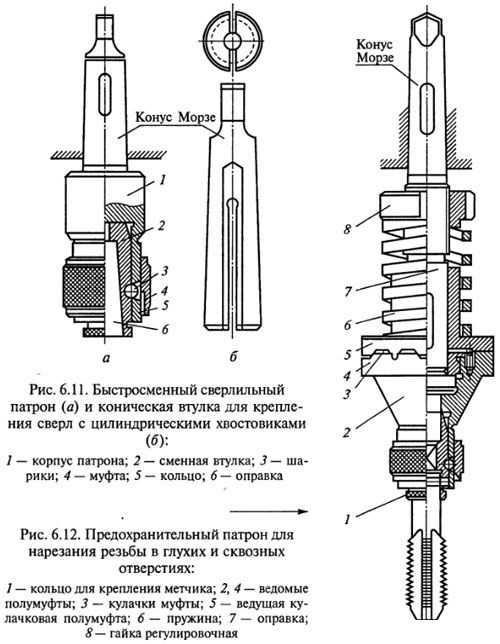
Схема крепления сверла в патроне
А ведь отличить тот же конус В18 от конуса В16 даже опытный мастер сможет не сразу. Простой же человек не сможет сказать, что такое конус Морзе, чем он отличается от конуса В18 или 16 (правильный ответ – ничем, ведь конусы В18 и 16 – суть одни и те же конусы Морзе, только под разные габариты).
И для чего они используются. Притом что ему в обязательно порядке еще придется проанализировать свойства своего станка. Например, станок 2М112 будет иметь отличные параметры шпинделя, если сравнивать с менее производительными моделями.
А ведь на рынке представлены еще и зажимной или самозажимной патрон ГОСТ 8522-79, а также различного рода переходники и другие подобные изделия. Для лучшего понимания сразу разграничим несколько понятий.
к меню ↑
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Характеристики конусов Морзе
Конус Морзе – это специальный конический инструмент, что предназначается для крепления сверла или патрона внутри шпинделя.
Изобретен этот элемент Стивеном Морзе еще в позапрошлом веке. Изобретение Морзе стало настоящим прорывом в сфере промышленной обработки материалов.
Ведь теперь рабочим получалось намного быстрее менять оборудование на станке, а также без особых проблем приспосабливать разные инструменты для применения на нескольких типажах шпинделей.

Втулки переходные с конуса на конус Морзе
Со временем конус Морзе приобрел огромную популярность и стал выпускаться в большом количестве модификаций и разновидностей. Его разновидностями являются такие модели как:
- В16;
- В18;
- В24;
- В32 и т.д.
Описывать их все мы не будем, так как на это уйдет слишком много времени. Только заранее отметим, что например, модели В16 и В18 отличаются друг от друга. Но сам показатель 16 не является полностью размерным.
То есть конус Морзе В16 не будет иметь длину 16 мм или высоту 16 мм, и даже диаметр в нем будет чуть больше 16 мм. Модель В16 – это конус под диаметр в 27 мм, что предварительно был сокращен и укорочен практически вдвое.
Дело в том, что изначально конусы Морзе были метрическими и выпускались в нескольких типоразмерах. Примером старых метрических конусов являются конусы Морзе:
- КМ-0;
- КМ-1;
- КМ-2;
- КМ-3 и т.д.
Последним ходовым образом был конус КМ-7. Однако с миниатюризацией производства и повышением мощности двигателей изменились и требования к станкам.
Тот же станок 2М112 является улучшенной моделью более древнего и старого станка, что был примерно в 2 раза больше и тяжелее. Соответственно изменились патроны ГОСТ 8522-79, шпиндели и другое зажимное оборудование.

Вертикально сверлильный станок 2М112
В итоге рабочим пришлось переходить на новые стандарты. Но так как почти все шпиндели взаимодействовали с изобретением Стивена Морзе, то и конуса было решено приспособить.
Так и появились модели типа В16, В18 и т.д. Их попросту укорачивали почти в два раза, стараясь, таким образом, приспособить к новым стандартам.
В итоге конус В16 стал укороченной аналогией конуса КМ-2 с диаметром чуть больше 16 мм. А вот конус В18 во многом схож с моделью 16 образца, только он уже имеет диаметр 18 мм, так как изначально укорачивался с размера в 32 мм.
к меню ↑
Патроны для станков
Патроны – это уже следующий элемент зажимного механизма.
Если конус взаимодействует непосредственно со шпинделем и его внутренностями (в первую очередь он должен идеально подходить к внутреннему отверстию шпинделя), то патрон ГОСТ 8522-79 уже взаимодействует с самим конусом, ну или шпинделем (но такое в наше время практикую редко).
Более того, некоторые самозажимные патроны имеют хвостовую часть в виде конуса либо специально разрабатывались под идеальное с ним взаимодействие.
Такое решение совершенно оправдано. В первую очередь оно диктуется практически повсеместным переходом на использование конусов. Голые шпиндели сейчас применяют только в кустарных производствах либо при отсутствии подходящего оборудования.

Стандартный патрон с простейшим зажимным механизмом
Также стоит учитывать, что при наличии конуса основное разрушительное воздействие от вращения переходит именно на него. Зажимной патрон ГОСТ 8522-79 же остается практически нетронутым.
При желании его можно быстро и легко снять. В то время как съемка патрона с целевого шпинделя или самого конуса со шпинделя – это довольно сложный процесс.
Некоторые рабочие у станка даже нарезают на внешней части конуса резьбу и накладывают гайку, чтобы иметь возможность убрать самозажимной элемент с помощью ключа.
К тому же зажимной патрон требует меньше манипуляций. Их можно регулировать, настраивать диаметр входного отверстия, диаметр зажима и т.д.
Внутри патронов расположено несколько вращающихся деталей, которые можно затягивать. Креплением для инструментов выступают Т-образны планки, расстояние которых тоже можно регулировать.
По сути, зажимной патрон – это универсальная зажимная насадка на станок. Однако без конуса Морзе использовать ее было бы практически невозможно. Именно поэтому многие патроны ГОСТ 8522-79 изначально сочетают с конусами, хотя такие решения нельзя назвать полностью положительными.

Цанговые патроны с хвостовиком под конус Морзе
Зажимной Патрон может иметь разные диаметры как внешние, так и внутренние. Средний такой инструмент способен использовать сверла диаметром от 16 до 30 мм. Но есть и куда более крупные модели.
Есть зажимной и самозажимной патрон. Зажимной необходимо изначально затягивать ключами и подтягивать в случае необходимости. Самозажимной подтягивается самостоятельно, за счет вращения шпинделя. Самозажимной образец часто используется в промышленности, а вот в быту от него больше вреда, чем пользы.
По типу крепления и зажима сверл и инструментов для нарезки резьбы он тоже разделяется на несколько подвидов. Тут уже основные различия есть между способами зажима элементов. Одни из них предполагают использование специальных ключей, а затем ослабление резьбы.
Другие же достаточно немного ослабить кулачковыми вставками, а затем повернуть на один или несколько оборотов.
Тут уже подбор ведется в зависимости от типа работ и используемого станка. Например, на модель 2М112 чаще выбирают самозажимные патроны с кулачковыми креплениями под сверло.
к меню ↑
Особенности конструкции сверлильного патрона (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Патрон для сверлильного станка с конусом морзе
Переход к современному производству во многом обусловлен внедрением на предприятиях станочного автоматического оборудования. Сверлильные станки помогают создавать отверстия, выемки, сложные углубления в заготовках из любого материала. Изюминкой в работе таких устройств является патрон для сверлильного станка.
Благодаря высокой мощности оборудования, современной компьютерной точности и высочайшей скорости работы станочное производство сегодня занимает лидирующее место среди альтернативных методов производства.
Общие сведения
Применение сверлильных станков обуславливает необходимость создания в заготовках различного размера отверстий желаемой величины. Эта филигранная работа производится методом сверления. Строение сверлильного станка простое, но даже настроенное оборудование не может функционировать без патрона для сверлильного станка. Его задача заключается в надежном закреплении самого сверла и равномерной передаче на него усилия двигателя.
Изделия применяются не только на неподвижном сверлильном оборудовании, особенно больших размеров, их мастера встречают в обычных дрелях, даже миниатюрный шуруповерт оснащается этим крепежным элементом. Согласно стандартам, перед работой подбор изделия выполняется путем сравнивания его свойств со следующими пунктами:
- подобрать правильную жесткость изделия, это обеспечит надежность закрепления сверла;
- проверить, насколько соответствует типоразмер радиальному биению;
- толщина используемого сверла во многом обуславливает выбор патрона;
- сверло и использующийся патрон должны подходить под материал заготовки.
Если пренебречь жесткостью материала, нагрузка в процессе работы на сверло возрастет, это приведет к его поломке, перегреву и нарушению целостности патрона. В худшем случае это приведет к неполадке самого устройства.

Устройство сверильного станка
Особенности крепления
Перед включением любого сверлильного станка необходимо не только обеспечить надежность фиксации самой заготовки, следует проверить крепление патрона и использующегося сверла. Полная статичность обеспечивает более качественный и точный результат работы.
Согласно типу станочного крепежа, изделия подразделяются на такие виды:
- элементы, закрепляющиеся с помощью конуса, он соответствует имеющемуся станочному отверстию на устройстве конусного типа;
- изделие присоединяется к станку при помощи обычной резьбы.
В зависимости от метода присоединения изделия к станку каждый фиксирующий элемент для сверла обладает собственным внутренним строением. Если внешняя поверхность обрамлена конусом Морзе, то внутренний механизм будет соответствовать конусному типу. Внутренняя часть Морзе маркируется согласно стандартизации ГОСТ.
Тип изделия выбирается исходя из необходимости создания определенного отверстия, удобства использования за счет быстрой смены насадок либо самого держателя сверла.
Патрон с конусом Морзе
Классификация крепежных элементов
Любой мастер сверления располагает многофункциональным станком, он укомплектован множеством патронов, уникальными сверлами, запасными наиболее уязвимыми деталями от этого оборудования. Конструкция изделия подразделяется по типу зажима на следующие виды:
- крепежные элементы с ключевым механизмом замыкания;
- патроны, где фиксация обеспечивается зажимной гайкой.
Дополнительно оснащенные зажимным кольцом для этой гайки, этот элемент иногда отсутствовать.
Согласно нормативных стандартов и других документов, обеспечивающих жесткие требования в процессе изготовления патронов, допускается самостоятельная доработка и модернизация фиксирующего элемента, это дополнительно увеличивает точность фиксации сверла.
Идеальная подгонка сверлильного инструмента ведет к снижению возможной погрешности в процессе работы, при этом качество результата стремиться к максимальному.
Патроны для закрепления сверлильных насадок подразделяются на такие типы:
- быстросменные элементы;
- трехкулачковые;
- самозажимные;
- цанговые.
Детали быстросменного типа укомплектованы сменной втулкой, под нее подходят конические сверла. Трехкулачковые элементы зажимают сверлильную насадку внутренними зацепами с дополнительной фиксирующей пружинкой. Этот тип применяется если сверло тонкое, а нагрузка на насадку не превышает минимальных значений. Крепление сверла самозажимного типа не требует дополнительных операций по обеспечению фиксации.
Патрон на сверлильный станок 2м112, конус морзе B18
Цанговые патроны для сверления
Крепежной особенностью в конструкции любого сверла является присутствие двух канавок. Установка насадки в патрон сопровождается его поворачиванием, при этом стопорные шарики попадают в специальные углубления хвостовика. Замена оправки на этом заканчивается. При остановке работающего станка с крепежным механизмом этого типа автоматически блокируется шпиндель.
Такое крепление зажимов обеспечивает надежную фиксацию сверла за минимальное время. Уникальное строение цанги исключает возможность появления зазоров внутри крепежного механизма, это полностью ликвидирует колебания насадки при работе.

Кулачковые патроны
Строение кулачкового крепежа имеет 4 важных составляющих: крепкий корпус, втулку, специальные кулачки и кольцо. Большим преимуществом этого механизма является отсутствие пластмассовых внутренних деталей, но имеется и недостаток – для фиксации используется специальный ключ. Он значительно замедляет процесс замены насадок, их центровку. К слову, точность центровки у этой разновидности крепежа недостаточная, что приводит к расшатыванию и ослаблению сверла.

Кулачковый патрон
Использование крепежных элементов
Среди наиболее распространенных крепежных конструкций применяются на производстве модели В16, чуть большего размера В18, а также конус Морзе. Цифровые показатели в названии модели не соответствуют размерным величинам патрона, к примеру, конусообразное крепление для сверлильных насадок В16 характеризуется диаметром в 27 мм.
Патроны для сверлильного оборудования могут отличаться между собой по следующим признакам:
- по внешней форме и индивидуальной длине рабочей области;
- на некоторых моделях иногда присутствует либо отсутствует предохраняющий корпус из пластика;
- метод скрепления составных частей патрона отличается в разных моделях;
- сплав, из которого изготавливается деталь станка, отличается по цветовому оттенку.
Чтобы расширить возможности сверлильного устройства его укомплектовывают дополнительными переходниками с конусом. Благодаря такому усовершенствованию можно осуществить установку патронов с уменьшенным либо существенно превосходящим по размеру конусом Морзе.
Выделяется также наиболее функциональный и выносливый тип крепежа – быстрозажимной, он идеально подходит для высокоэффективного оборудования, функционирующего на больших скоростях. Благодаря конусным хвостовикам деталь характеризуется высокой универсальностью. Но по стоимости эта деталь оборудования имеет недостижимые величины.
Выбрать тип патрона среди современного многообразия этих деталей несложно, если отдавать предпочтение универсальным разновидностям. Но профессиональная деятельность, связанная с высокоточным и сложным сверлением, требует скрупулезного анализа деталей патрона, это осуществляет не каждый специалист этого дела.
Видео: Как выточить точный конус морзе — настройка станка
promzn.ru
Цанговый патрон ER с конусом Морзе | Патрон под конус Морзе ГОСТ 25557 | Патрон сверлильный с конусом Морзе
 |
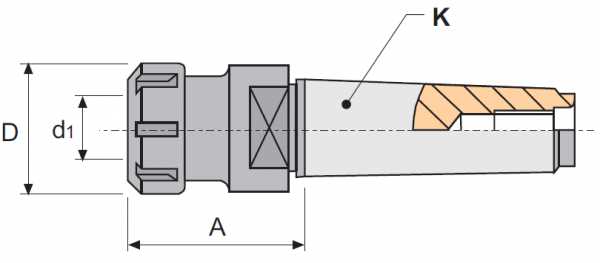 |
Цанговые патроны c конусом Морзе, без внутренней подачи СОЖ (цанга ER, DIN 6499)
| Наим. | Код заказа | КМ | ER | A,мм | d1,мм | D,мм | В наличии | Цена с НДС |
| Патрон цанговый конус Морзе №2 ER20 | MTB2-ER20-52 | №2 | ER20 | 52 | 2-13 | 35 | нет | Узнать цену |
| Патрон цанговый конус Морзе №2 ER25 | MTB2-ER25-55 | ER25 | 55 | 2-16 | 42 | 5 шт. | 69,00 EUR | |
| Патрон цанговый конус Морзе №3 ER25 | MTB3-ER25-55 | №3 | ER25 | 55 | 2-16 | 42 | 3 шт. | 76,00 EUR |
| Патрон цанговый конус Морзе №3 ER32 | MTB3-ER32-65 | ER32 | 65 | 3-20 | 50 | 6 шт. | 76,00 EUR | |
| Патрон цанговый конус Морзе №3 ER40 | MTB3-ER40-80 | ER40 | 80 | 4-26 | 63 | 2 шт. | 93,00 EUR | |
| Патрон цанговый конус Морзе №4 ER32 | MTB4-ER32-65 | №4 | ER32 | 65 | 3-20 | 50 | 5 шт. | 105,00 EUR |
| Патрон цанговый конус Морзе №4 ER40 | MTB4-ER40-70 | ER40 | 70 | 4-26 | 63 | 2 шт. | 115,00 EUR |
Втулки переходные конус Морзе фрезерные (с резьбой), ГОСТ 13789
 |
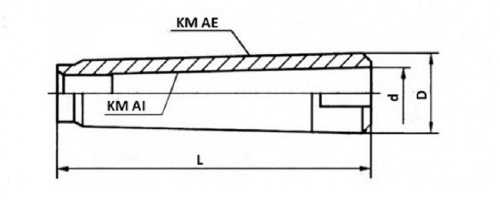 |
| Наим. | Код заказа | КМ, AE | КМ, AI | Склад | |
| Втулка переходная для фрез 3/1 | MTB3-MTB1 | №3 | №1 | 5 шт. | Узнать цену |
| Втулка переходная для фрез 3/2 | MTB3-MTB2 | №2 | 5 шт. | Узнать цену | |
| Втулка переходная для фрез 4/2 | MTB4-MTB2 | №4 | №2 | 5 шт. | Узнать цену |
| Втулка переходная для фрез 4/3 | MTB4-MTB3 | №3 | 5 шт. | Узнать цену | |
| Втулка переходная для фрез 5/3 | MTB5-MTB3 | №5 | №3 | 5 шт. | Узнать цену |
| Втулка переходная для фрез 5/4 | MTB5-MTB4 | №4 | 5 шт. | Узнать цену |
 |
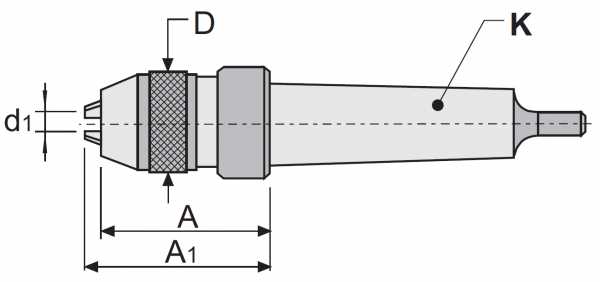 |
Сверлильные самозажимные патроны c конусом Морзе
| Наим. | Код заказа | КМ | d1,мм | D,мм | В наличии | Цена с НДС |
| Патрон сверлильный ПСС-8 конус Морзе №2 | MTA2-APU8 | №2 | 1-8 | 37 | 5 шт. | 99,00 EUR |
| Патрон сверлильный ПСС-10 конус Морзе №2 | MTA2-APU10 | 1-10 | 45 | нет | Узнать цену | |
| Патрон сверлильный ПСС-13 конус Морзе №3 | MTA3-APU13 | №3 | 1-13 | 50 | 2 шт. | 208,00 EUR |
| Патрон сверлильный ПСС-16 конус Морзе №3 | MTA3-APU16 | 3-16 | 58 | 3 шт. | 192,00 EUR | |
| Патрон сверлильный ПСС-13 конус Морзе №4 | MTA4-APU13 | №4 | 1-13 | 50 | 3 шт. | 208,00 EUR |
| Патрон сверлильный ПСС-16 конус Морзе №4 | MTA4-APU16 | 3-16 | 58 | нет | Узнать цену |
*
Втулки переходные конус Морзе сверлильные (с лапкой), ГОСТ 13598
 |
 |
Существует ряд совместимых стандартов хвостовиков с конусом Морзе, используемых на универсальных фрезерных, сверлильных и токарных станках.
Конструкции хвостовиков описаны в следующих стандартах:
- ISO 296, – Международный стандарт.
- DIN 228, – Немецкий стандарт
- ГОСТ 25557-2006– Российский стандарт
Существует восемь размеров конуса от KM0 до КМ7, но современные производители ограничиваются размерами от KM1 до КМ5. Конусность зависит от типоразмера.
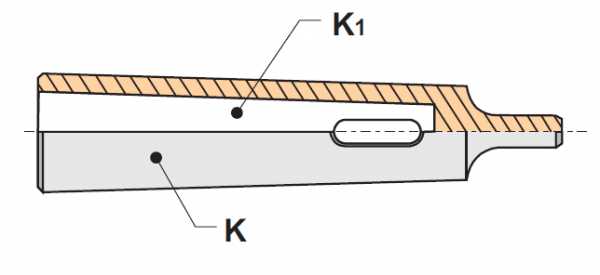
Исполнения хвостовика:
- С лапкой («сверлильный») – фиксация в пазу шпинделя заклиниванием лапки. Также лапка предназначена для облегчения выбивания оправки или сверла из шпинделя.
- С резьбой («фрезерный») – фиксация в шпинделе штревелем, вворачивающимся в торец конуса. Извлечение инструмента более удобное, чем при исполнении с лапкой.
- Без резьбы и лапки
Возможно исполнение с подачей СОЖ через оправку.
Из-за заклинивания оправки в шпинделе данный конус может использоваться только в станках с ручной сменой инструмента. В наши дни наиболее часто встречается в токарных станках для оснащения задней бабки.
DIN 228 Тип A (“с резьбой”)
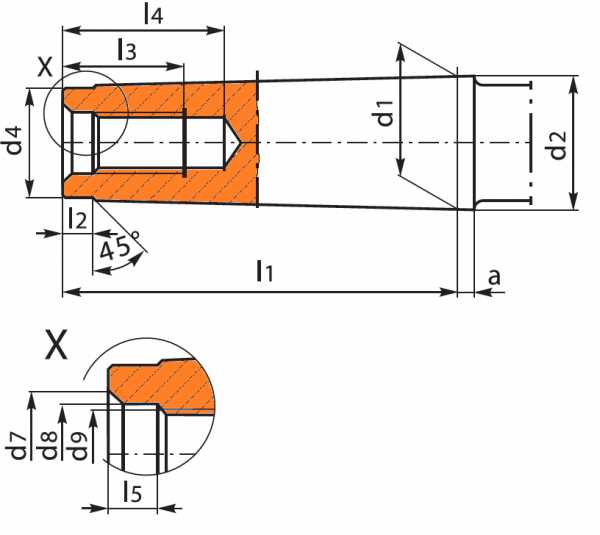
| MK | a | b | d1 | d2 | d4 | d6 | d7 | d8 | d9 |
| 0 | 3 | 3.9 | 9.045 | 9.2 | 6 | 6 | — | — | — |
| 1 | 3.5 | 5.2 | 12.065 | 12.2 | 9 | 8.7 | 8.5 | 6.4 | M6 |
| 2 | 5 | 6.3 | 17.780 | 18 | 14 | 13.5 | 13.2 | 10.5 | M10 |
| 3 | 5 | 7.9 | 23.825 | 24.1 | 19 | 18.5 | 16 | 13 | M12 |
| 4 | 6.5 | 11.9 | 31.267 | 31.6 | 25 | 24.5 | 21.5 | 17 | M16 |
| 5 | 6.5 | 15.9 | 44.399 | 44.7 | 35.7 | 35.7 | 26 | 21 | M20 |
| 6 | 8 | 19.0 | 63.348 | 63.8 | 51 | 51 | 32 | 25 | M24 |
| 7 | 9,5 | 28,5 | 83,058 | 83,5 | 66 | 66,8 | — | — | — |
DIN 228 Тип B (“с лапкой”)
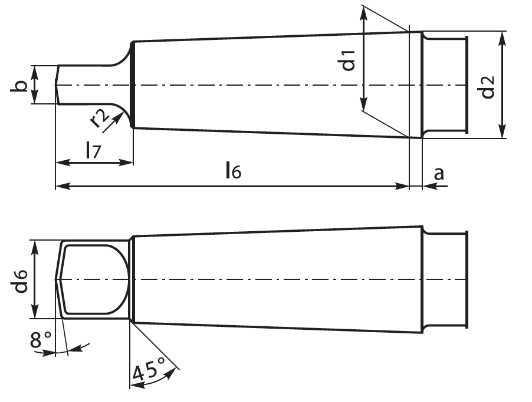
| MK | l1 | l2 | l3 | l4 | l5 | l6 | l7 | r2 | a/2 |
| 0 | 50 | 4 | — | — | — | 56.5 | 10.5 | 4 | 1°29’27” |
| 1 | 53.5 | 5 | 16 | 22 | 4 | 62 | 13.5 | 5 | 1°25’43” |
| 2 | 64 | 5 | 24 | 31.5 | 5 | 75 | 16 | 6 | 1°25’50” |
| 3 | 81 | 7 | 24 | 33.5 | 5.5 | 94 | 20 | 7 | 1°26’16” |
| 4 | 102.5 | 9 | 32 | 42.5 | 8.2 | 117.5 | 24 | 8 | 1°29’15” |
| 5 | 129.5 | 10 | 40 | 52.5 | 10 | 149.5 | 29 | 10 | 1°30’26” |
| 6 | 182 | 16 | 47 | 61.5 | 11.5 | 210 | 40 | 13 | 1°29’36” |
| 7 | 250,5 | 18 | — | — | — | 286 | 54 | 19 | 1°29’22’’ |
tsangovyj-patron.ru
ГОСТ 2682-86 Оправки с конусом Морзе для сверлильных патронов…
ГОСТ 2682-86
(СТ СЭВ 5163-85)
Группа Г27
ОКП 39 2880
Дата введения 1987-01-01
Постановлением Государственного комитета СССР по стандартам от 23 апреля 1986 г. N 1044 срок введения установлен 01.01.87
ВЗАМЕН ГОСТ 2682-72
ПЕРЕИЗДАНИЕ. Октябрь 1987 г.
1. Настоящий стандарт распространяется на оправки с конусом Морзе, предназначенные для крепления сверлильных патронов на станках.
Стандарт полностью соответствует СТ СЭВ 5163-85.
2. Конструкция и размеры оправок должны соответствовать указанным на чертеже и в таблице.
Размеры, мм
Обозна- | Применяе- | Испол- | Обозна- | Обозна- | , не более | Масса, кг, не более | |||
6039-0001 | 1 | 0 | В 10 | 9,045 | 10,094 | 80 | 0,4 | 0,03 | |
6039-0002 | 2 | 1 | 12,065 | 86 | 0,6 | 0,06 | |||
6039-0003 | 2 | 17,780 | 105 | 1,6 | 0,14 | ||||
6039-0004 | 1 | 0 | В 12 | 9,045 | 12,065 | 84 | 0,6 | 0,06 | |
6039-0005 | 3 | 1 | 12,065 | 90 | – | 0,07 | |||
6039-0006 | 2 | 2 | 17,780 | 106 | 1,6 | 0,15 | |||
6039-0022 | 3 | 23,825 | 124 | 0,28 | |||||
6039-0007 | 1 | 1 | В 16 | 12,065 | 15,733 | 99 | 0,09 | ||
6039-0008 | 2 | 2 | 17,780 | 112 | 0,6 | 0,16 | |||
6039-0009 | 3 | 23,825 | 134 | 1,6 | 0,32 | ||||
6039-0010 | 4 | 31,267 | 156 | 0,59 | |||||
6039-0011 | 1 | 1 | В 18 | 12,065 | 17,780 | 107 | 0,11 | ||
6039-0012 | 3 | 2 | 17,780 | 120 | – | 0,19 | |||
6039-0013 | 2 | 3 | 23,825 | 140 | 1,6 | 0,34 | |||
6039-0014 | 4 | 31,267 | 164 | 0,64 | |||||
6039-0015 | 5 | 44,399 | 196 | 1,55 | |||||
6039-0016 | 1 | 2 | В 22 | 17,780 | 21,793 | 130 | 0,26 | ||
6039-0017 | 2 | 3 | 23,825 | 149 | 0,6 | 0,40 | |||
6039-0018 | 4 | 31,267 | 176 | 1,6 | 0,73 | ||||
6039-0019 | 5 | 44,399 | 206 | 1,64 | |||||
6039-0023 | 3 | 3 | В 24 | 23,825 | 23,825 | 157 | – | 0,44 | |
6039-0020 | 2 | 4 | 31,267 | 186 | 1,6 | 0,79 | |||
6039-0021 | 5 | 44,399 | 221 | 1,69 |
Пример условного обозначения оправки с конусами Морзе 0 и В 10:
Оправка 6039-0001 ГОСТ 2682-86
3. Материал – сталь марки 40Х по ГОСТ 4543-71. Допускается применение сталей других марок с механическими свойствами не ниже, чем у стали марки 40Х.
4. Твердость – 41,5…46,5 HRC.
5. Конусы Морзе – по ГОСТ 25557-82, укороченные конусы Морзе – по ГОСТ 9953-82.
6. Маркировать: обозначение и товарный знак предприятия-изготовителя.
7. Технические требования – по ГОСТ 17166-71.
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: Издательство стандартов, 1988
docs.cntd.ru
