
ЧПУ станок CNC 3018 краткий обзор
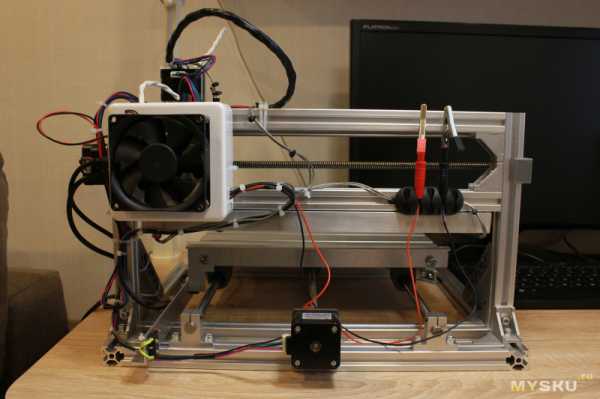
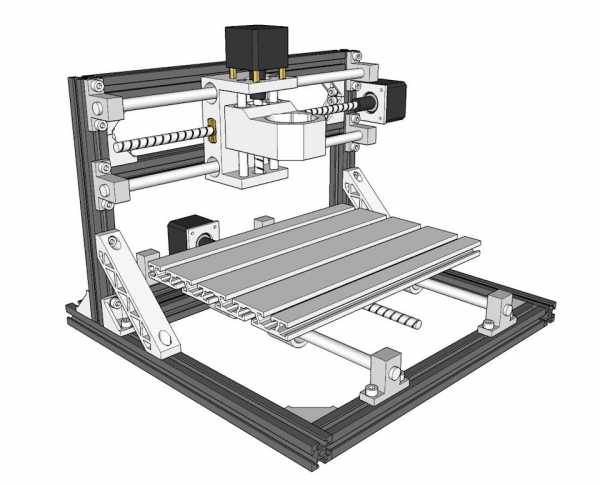
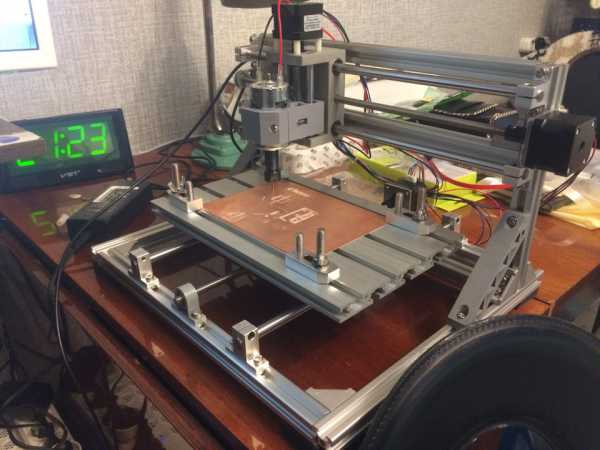
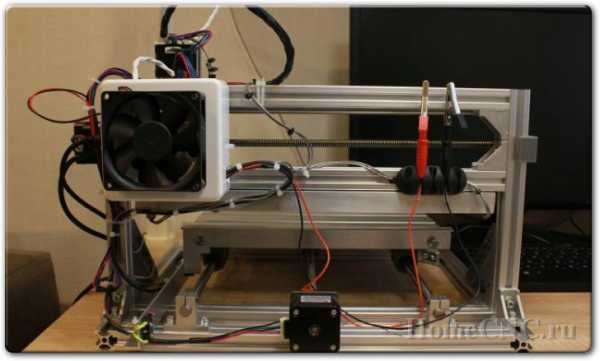
Решил я приобщиться к теме ЧПУ станочков, и прикупил себе CNC 3018 как для общего развития, так и для нарезания на нем всякого добра из фанерок и текстолита. На форуме уже проскакивали обзоры по теме CNC, я бы хотел поделиться своими ощущениями от покупки. Я не буду подробно описывать сборку механической части ( в комплекте идет подробная инструкция, да и просто по фотографии станка на странице товара собрать что-то неправильно очень тяжело ) а постараюсь остановиться именно на вещах, которые вызвали затруднения или были не очевидны.Нюансы, вылезшие еще на этапе сборки.
Первое — уголки, выполненные из цинкового сплава, нуждаются в небольшой шлифовке поверхностей, соприкасающихся с профилем. Благо, что облой удаляется надфилем буквально за пару секунд. Уголков, кстати, в коробке на 2 больше, чем необходимо для сборки.

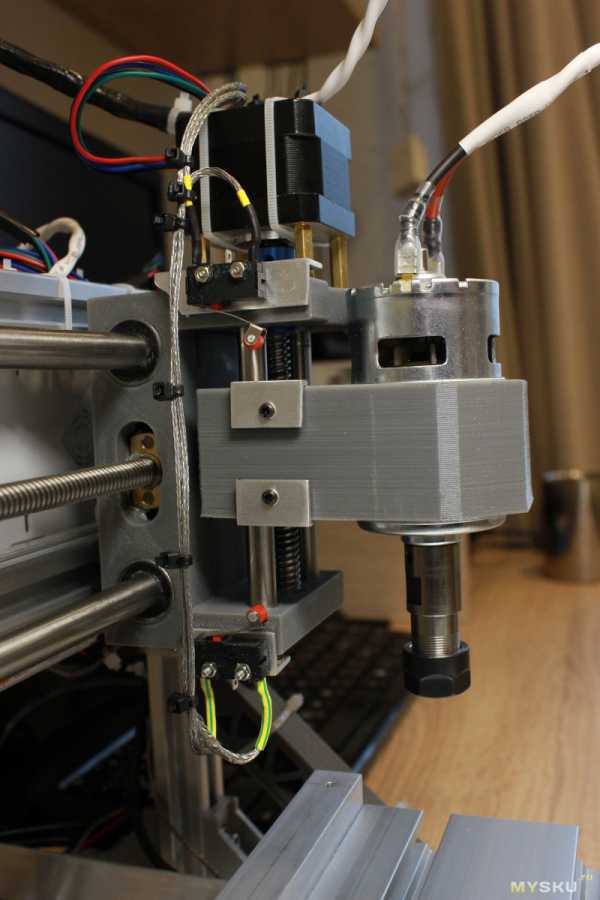
Второе, и самое интересное – одевание патрона цанги на вал двигателя. Первый двигатель с патроном я испортил – нагрел феном патрон, остудил двигатель в морозилке, совместил, пара легких ударов через деревяшку, вал идет крайне туго, пара ударов посильнее… В общем патрон сел на 8 мм и все, сдвинуть его теперь невозможно ни в одном, ни в другом направлении. Двигатель крутится, ощутимых рукой люфтов нет, но звук из подшипников стал громче. Допуски на диаметр вала и посадочного отверстия в патроне гуляют, и у кого то он просто одевается «на холодную», а кто-то не смог нормально одеть и «на горячую». Вывод прост – для уверенности нужно греть патрон градусов до 300 и одевать очень быстро, пока патрон не прогрел вал и не расширил его, и надеяться что вы не попали на крайний случай, когда вал с большим допуском «в плюс», а отверстие в патроне «в минус». После я поменял двигатель с патроном, нагрев последний в духовке. Сел «впритирочку».

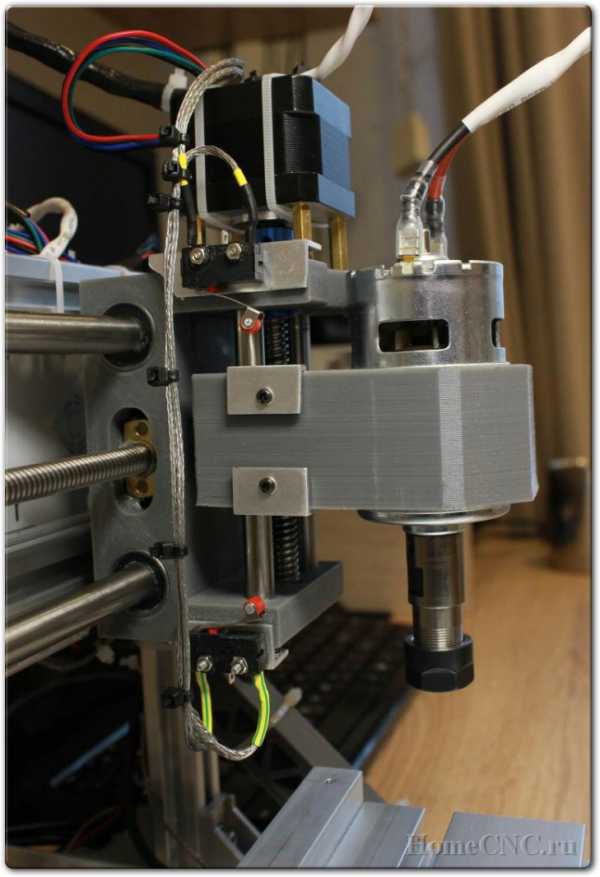
Провода, идущие к двигателю, я позже заменил на силиконовые с чуть большим сечением, усадив скрутку из них в термоусадку. Никаких систем для организации кабельного хозяйства, кроме десятка нейлоновых стяжек, в комплекте нет. Пока будем довольствоваться колхозом. Сразу выведем щупы Z и организуем им парковку. При гравировке печатных плат они пригодятся для поиска нуля по Z и составления карты высот в Candle.

Третье. Мне не повезло, и стол пришел кривой, я бы даже сказал дугообразный. Я даже не стал пытаться его ставить (без шаманства с подкладываем всякого при креплении к столу суппортов с подшипниками и гайкой ходового винта он бы вообще не мог ходить по валам), а сразу написал продавцу и на следующий день получил трек код посылки, в которой приехал новый стол, к счастью, прямой.

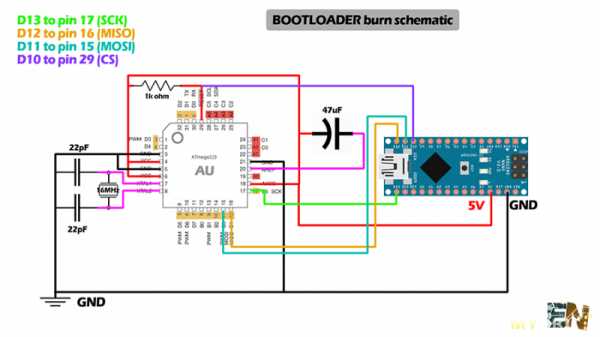
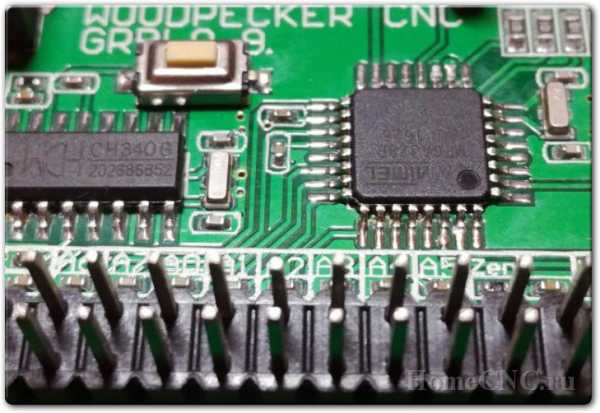
Устанавливаем необходимый софт. Так бы я и сидел со старой версией прошивки grbl 0.9j, привязанный к версии Candle не выше 1.0.11, но случилась еще одна неприятность. После «тыканья» USB-осциллографом на контакты шпинделя в целях посмотреть там ШИМ (DS205 только пришел, и станок стоял на столе, я не удержался, и предвосхищая нападки сразу укажу – он был подключен к ноутбуку, работающему от батареи) плата контроллера перестала подавать признаки жизни и на ней постоянно горели светодиоды Rx и Tx. Было решено перекинуть микросхему контроллера Atmega328P, но даже со снятой микросхемой (аккуратно выкушенной, ручка фена была еще в пути на момент аварии) светодиоды продолжали постоянно гореть, что указывало на гибель микросхемы Ch440 (преобразователь USB-SERIAL TTL), и она была заменена. Контроллер Atmega328P был поставлен чистый, все было соединено по стандартной схеме для заливки bootloader-а в чип и последующей загрузки самой прошивки grbl 1.1f.

Но чуда не произошло, avrdude говорил о неправильной сигнатуре контроллера, и даже после ее подмены отказывался нормально заливать bootloader. Танцы вокруг прошивки продолжались еще долго, и я перейду сразу к тому что сработало — для исключения влияния самой платы woodpecker нужные ноги Atmega328P были приподняты над ней и кинуты проводки напрямую к Arduino NANO, используемой как ISP.

И о чудо, bootloader успешно залился, я подключил USB к самой плате woodpecker и через XLoader залил новую прошивку grbl 1.1f.20170801. После этого ноги микросхемы были возвращены на законное место. Эпопея с поломкой и починкой заняла три вечера, и подняла мой уровень общения с современными микроконтроллерами. Через командную строку в Candle или монитор порта в Arduino IDE необходимо настроить параметры прошивки (указаны значения, установленные мною, которые вполне могут не подойти другим):
$3 = 5 Маска инвертирования сигналов направления по осям: (маска: 00000101). То есть я инвертировал оси X и Z, чтобы получить привычное человеческое расположение нуля на заготовке слева внизу. Маска выглядит следующим образом: 00000ZYX – просто выставляем 0 в бит, где инвертирование не требуется, и 1 в бите той оси, где требуется.
$101 = 800,000 Число шагов на мм. по оси Y, шаг / мм.
$102 = 800,000 Число шагов на мм. по оси Z, шаг / мм.
$110 = 600,000 Максимальная скорость перемещений по оси X мм / мин. Я хотел поставить скорости по X и Y поменьше, но на более низких скоростях звук был крайне неприятным, а вот 600 звучало не слишком громко и напрягающее.
$111 = 600,000 Максимальная скорость перемещений по оси Y мм / мин
$112 = 150,000 Максимальная скорость перемещений по оси Z мм / мин. Тут я решил что спешить мне некуда, а испорченная заготовка / сломанная фреза удовольствия доставят минимум.
$120 = 30,000 Ускорение по оси X (чем больше значение тем быстрее разгон) мм / сек ^ 2
$121 = 30,000 Ускорение по оси Y (чем больше значение тем быстрее разгон) мм / сек ^ 2
$122 = 30,000 Ускорение по оси Z (чем больше значение тем быстрее разгон) мм / сек ^ 2
Настраиваем ток шаговых двигателей. Приходят они настроенными как попало. У нас установлены шаговики 17HS1352-P4130 с номинальным током фазы 1.33 А. Драйвер установлен A4988, с предельным током 2 А и токозадающими резисторами 0.1 Ом.
Настраивать будем используя следующую формулу:
Imax = Vref /8*Rs
Vref удобнее всего измерять прямо на движке подстроечного резистора относительно земли (она выведена на весь нижний ряд гребенки 2.54 мм.), можно даже совместить, подцепив крокодил на отвертку (учитывайте, что при нажатии на подстроечник показания немного уплывут).
Выставив 0.64 В я получил ограничение рабочего тока в 0.8 А. В требования для шаговика мы укладываемся, а запас позволяет снизить нагрев драйверов и самих двигателей (а он весьма ощутим если они стоят на удержании).
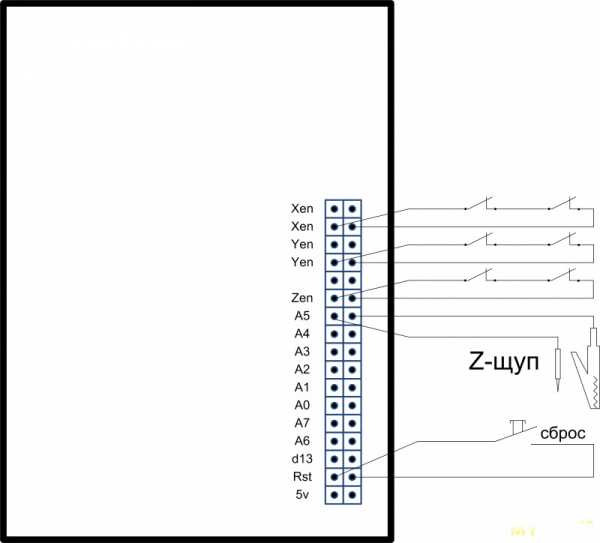
В комплекте к станку нет никакого намека на концевые выключатели. Я решил сразу подключить имеющиеся в запасе концевики и настроить работу прошивки с ними. Мы можем работать с концевиками двумя способами – с нормально разомкнутыми, и нормально замкнутыми. Дабы исключить ложные срабатывания, был выбран второй вариант, к тому же он сокращает расходы провода. При нем концевики подключаются последовательными парами для каждой оси (в варианте с нормально разомкнутыми – параллельными).
На гребенке платы выведены контакты для подсоединения концевиков, тянуть лишние провода не стоит, так как контакты запараллелены для каждой оси. Я использовал экранированный провод, немного алюминиевого профиля, крепежа и нейлоновых стяжек, а так же творческий запал. К каретке оси Z весь профиль для крепления концевиков и упоры крепились мелкими саморезами с предварительным засверливанием и проклейкой отверстия.

После сборки электромеханической части, приступаем к настройке прошивки.
$5 = 1 Инвертирование входов от конечных датчиков (концевики), BOOL. Для нормально разомкнутых выставляем 0.
$21 = 1 Включить ограничение по концевым датчикам, BOOL.
$22 = 1 Автопозиционирование по концевикам, поиск точки Home, BOOL. Включил, чтобы было удобно, нажал кнопку в Candle, и станок сам встал домой (в ноль).
$23 = 3 Маска инвертирования направления движения к точке Home (маска: 00000011). По умолчанию станок уползал в конец по осям X и Y, пришлось по ним инвертировать направление движения. Маска соответствует маске для $3 = XX – инвертированию направления осей.
$24 = 30,000 Скорость движения у концевиков, мм / мин. Это скорость движения после того, как станок наехал на концевик в поисках home в первый раз и, отскочив, начал медленно наезжать вновь. Она намного ниже для более точной фиксации момента срабатывания концевика.
$25 = 300,000 Скорость движения к точке Home, мм / мин. Скорость, с которой начнется движение к концевикам независимо от положения станка. Если она выше максимальной скорости по какой-либо из осей, то ограничение будет выставлено по нижнему порогу.
$26 = 250 Задержка срабатывания концевиков (антидребезг) мс. Использую такую дешевую механику как у меня, ставить ниже наверное не стоит.
$27 = 2,000 Расстояние «отскока» от концевиков, мм. На это расстояние отскочит станок по всем осям после того как встанет в точку home.
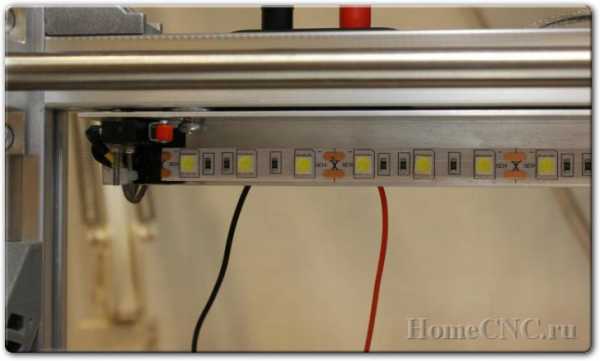
Станина станка сильно вибрирует, вокруг летит пыль, а плата такая незащищенная, и к тому же горячая — строим «скворечник» для нашего «дятла». Корпус от распределительной коробки освобождаем от внутренного богатства, рассверливаем отверстия под крепеж платы и под крепеж самого корпуса к раме. К раме крепим его через антивибрационные стойки от старого CD-ROMа. В верхней крышке вырезаем окна для кабельного хозяйства и устанавливаем 80 мм. вентилятор. Запитываем его от отдельного DC-DC, чтобы можно было выставить обороты.
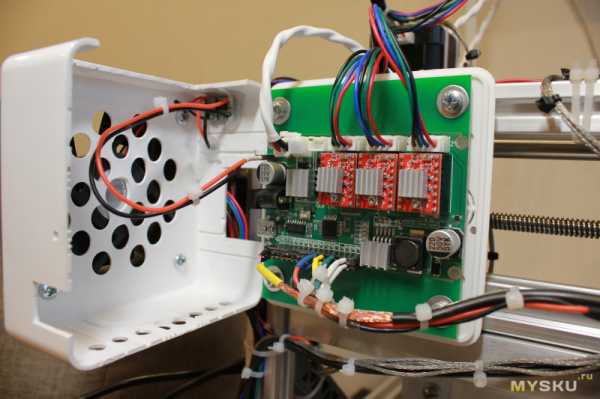
Для питания самого DC-DC 12 В берем с разъема на плате, расположенного над входным электролитом, никак не подписанного, но скорее всего для вентилятора и служащего.
На этом основные трудности заканчиваются, и можно опробовать станок в деле.
Нужен был аккуратный чистый рез добора из МДФ, при подаче в 50 и ручном управлении фрезой-кукурузой 2 мм с заглублением 1 мм за проход отрезаем. Долго, но рез получился что надо, немного проходимся наждачкой по фаскам.


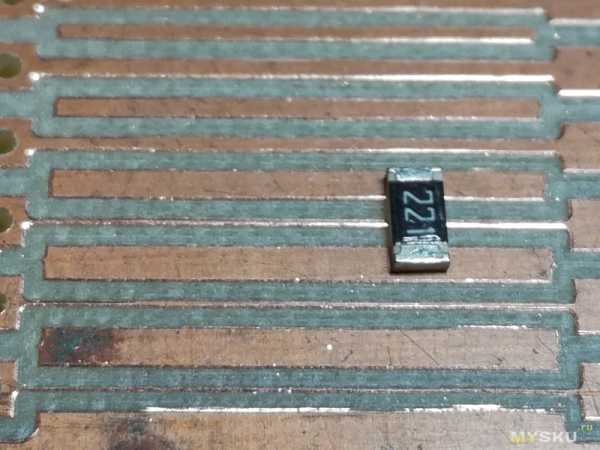
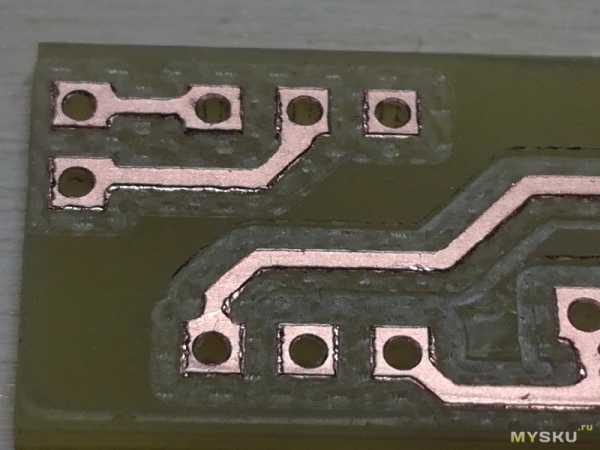
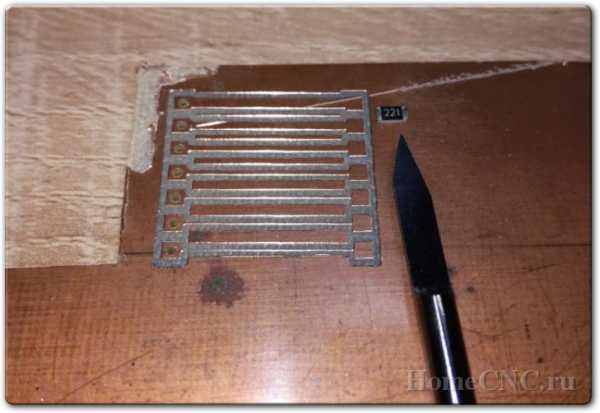
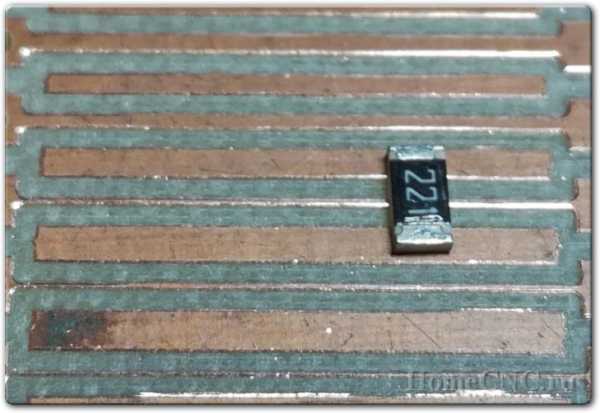
Задачка посложнее – гравировка печатных плат. Берем старый кусок советского текстолита (кстати, постарше меня будет, по наследству достался) и делаем дорожки. Результат рядом с резистором 1206.

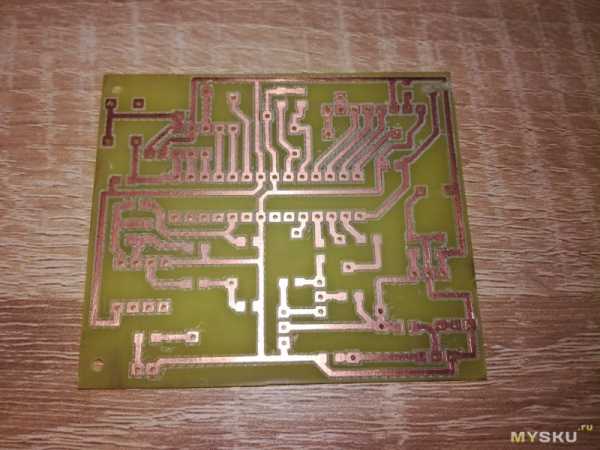
Теперь изготовим платку для симистора с опторазвязкой, для усложнения ставим заготовку по центру стола, где люфты на длинных валах оси X максимальны:
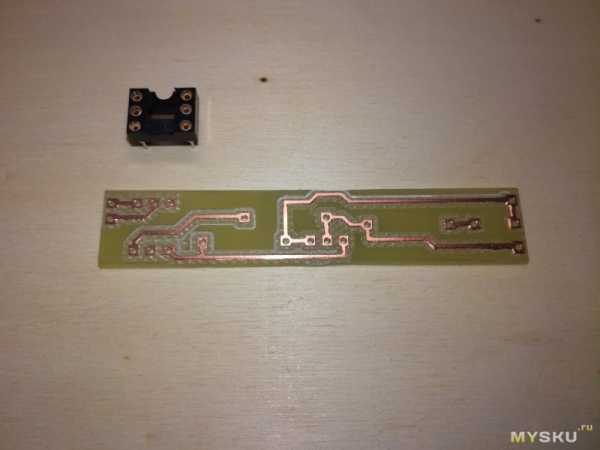
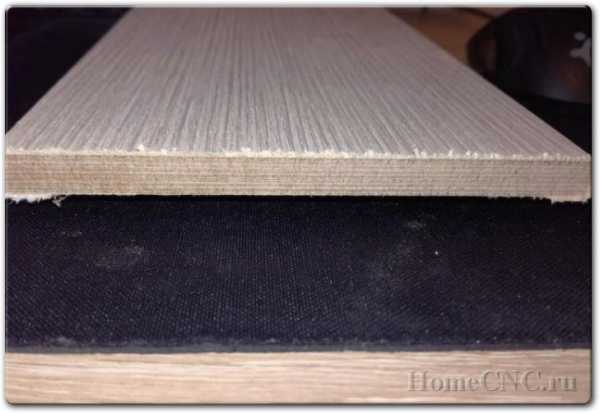
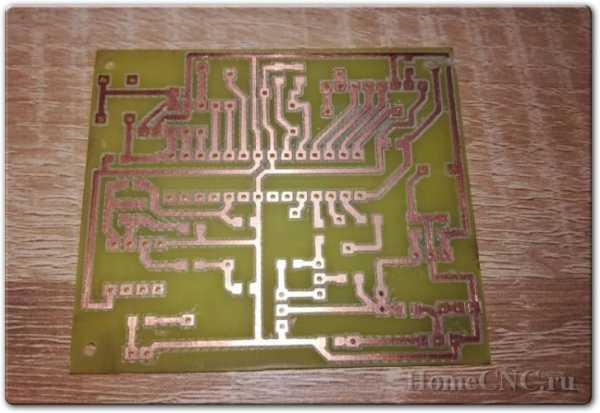
Результат так себе. Я грешил на люфт, но проблема была не только в нем. На первом тесте я использовал только штатные зажимы для крепления заготовки к столу, а в этот раз использовал толстый двухсторонний скотч. Он «играет», и поэтому с первого раза рез получился не везде, пришлось делать заглубление больше, а так как гравер имеет треугольную форму, то он подрезал край дорожки, и они стали уже и качество самого реза снизилось. Так же выяснилось, что китайские гравера обламываются даже при самой маленькой подаче и заглублении всего в 50 мкм. Но обламываются по-разному, и один потом может делать чистый аккуратный рез, а другой будет задирать края. Третий обломившийся гравер на следующей печатной плате снимал стружку длиной во всю дорожку, как результат рез получался чище. Видимо, в пользу советского текстолита сыграла так же и общая его жесткость, и гораздо более толстый слой меди. С креплением заготовок печатных плат придется поломать голову. Во первых, оно должно быть по всей нижней поверхности, чтобы не было «пузырей», которые бы играли под фрезой. Во вторых, оно должно быть надежным, при отрезании заготовки ее легко может вывернуть, на фото ниже на плате перерезана дорожка в правом верхнем углу фрезой. И в третьих, оно должно быть устойчиво к воде, так как во время работы заготовку стоит помочить и избавиться тем самым от текстолитовой пыли. И если для мелких плат комплектное крепление годится, то уже платы размером больше 70×70 мм они крепят с горбинкой. Вот фото работы станка после учета недостатков крепления.

Плюсы CNC 3018:
+ Вы получаете возможность начального знакомства с ЧПУ с минимальными затратами времени, но при наличии последнего в некотором количестве, вы так же бонусом получаете возможность по совершенствованию самого станка, а параллельно и своих навыков.
Минусы:
— Качество запчастей может хромать. Нет никакой гарантии, что после получения станка вам не придется ждать еще, чтобы наконец-то получить какие-то запчасти взамен бракованным.
— Пластиковая каретка оси Z. Мне кажется, что станок все же должен быть более прочным.
— Огромный вылет по оси X приводит к тому, что когда каретка находится на середине этой оси, она имеет существенный люфт, так как вал немного прогибается. Это в свою очередь может приводить к резонансу всей конструкции на высоких оборотах шпинделя (порядка 10 000 об/мин). Заменив шпиндель на более оборотистый, можно уйти от резонанса, работая на оборотах, выше критических, да и для фрезеровки ПП он подойдет наверное лучше. Но гораздо правильнее – поменять слишком хлипкие валы по X с текущих 10 мм на минимальные 16 мм. Однако, это приведет к необходимости полной замены каретки оси Z. В будущем, я, наверное, так и поступлю, ту часть каретки что с подшипниками, гайкой и креплением шпинделя оставлю, а заднюю половину, наверное, придется сделать из фанеры/ламината на самом станке.
— Для каждого вида работ нужно искать подходящую оснастку. Гравера из комплекта оставляют желать лучшего. Так же придется освоить приличное количество программного обеспечения для раскрытия потенциала станка.
Выводы: если у вас есть время и желание возиться и дорабатывать станок до ума, но вы не готовы к самостоятельной закупке и сборке с нуля, то вариант с покупкой такого конструктора можно считать оправданным. Для тех кто не знаком с ЧПУ, но очень хочет познакомиться, наверное, будет намного проще начать именно с такого конструктора, чтобы понять, нужно оно вам или нет. Если же у вас есть желание работать именно на результат, то целесообразнее станок собирать по частям, чем дорабатывать этот, так как цена доработок сопоставима со стоимостью всего станка.
ЧПУ станок CNC 3018 — DRIVE2
Полный размер
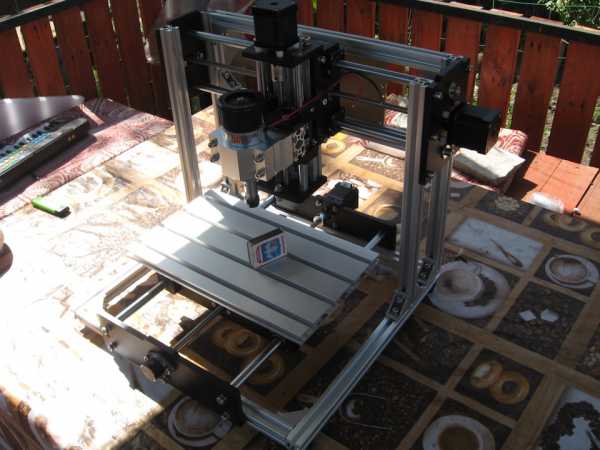
Решили с товарищем заказать из Китая фрезерный ЧПУ станок для изготовления печатных плат. Взяли комплектацию с лазером 5.5 Вт и шпинделем+10 конических фрез. Пришло все довольно быстро, меньше 2 недель, доставка до дверей Pony Express. Рабочая зона: 30x18x4.5 см
Так же заказали 3 фрезы 1 мм для сверловки и снятия лишнего металла.
В комплекте был мини диск с инструкцией на русском и софтом, собрали все без проблем, а вот с софтом помучились. Лазер еще не испытывали.
Программа Copper Cam, которая была на диске, была на английском языке, нашел не полный русификатор (только основное меню) и установил его. Лицензия с диска оказалось демо-версией и не позволяла сохранять g-code, размером больше 4 кБ, скачал нормальный файл лицензии и все заработало как полагается.
Программа Grblcontrol не отображала предварительный просмотр (путь, по которому будет следовать инструмент в процессе обработки). Скорее всего это происходило из-за несоответствия прошивки Arduino компилятору программы. Спасибо Mbs Electronics, который дал ссылку на современную программу Candle. Cкачал сначала candle_1.0.11. и визуализация заработала, но видно драйвер в плате ранней версии и станок не управлялся. Потом скачал candle_0.9. и все заработало, как положено!
Так же пользуясь его видео-инструкцией, подключил Z-щуп, отлично отрабатывает неровности стола и заготовки на нем.
Заготовку креплю к фанерке на двухсторонний скотч(равномерно с краев и по центру), а саму фанерку прижимами из комплекта к столу (чтобы при сверловке его не попортить).
Пару дней разбирался в софте и набросал для товарища инструкцию, может кому будет полезно:
Пример технологии создания платы на станке CNC 3018 из фольгированного текстолита 1мм:
1) Открыть Sprint Lay Out
2) Создать или открыть чертеж платы
3) В программе выбираем :
Файл-экспорт-в формате Gerber-выбираем слой, на котором мы создаем металлизацию (М2-медь, низ)
4) Нажимаем создать, он создаст файл *.GBR
5) Открыть Copper Cam
6) Нажать на папочку слева (открыть)
7) В появившемся поле выбираем наш файл *.GBR, нажимаем открыть
8) Появится окно, жмем ОК (авто определение контуров)
9) Нажимаем изменить-измените отверстие
10) Кликаем этой операцией на место, где будет отверстие и, в появившемся окне, ставим диаметр отверстия 1 вместо 0.
11) Повторяем п.10 для всех отверстий
12) Нажимаем файл-сохранить как-файл *.ISO и указываем параметры:
Tool clearance height=2мм (высота безопасного перемещения инструмента)
Tool clearance speed=10мм/мин (скорость безопасного перемещения инструмента)
Два раза нажимаем ОК
13) Параметры-выбранный инструмент
14) Выставляем параметры инструмента:
1. Engraving Tool ш3,17 conical 60° (обработка контуров)
Engraving Speed 1 мм/сек (скорость подачи)
Depth (глубина)=0,06 мм (так как толщина фольги 0,05 мм)
2. Hatching Tool (снятие лишнего металла для высоковольтных плат)
Drilling Tool ш1 cylindrical (фреза 1 мм)
Depth (глубина)=0,06 мм (так как толщина фольги 0,05 мм)
Hatching Speed=1 мм/сек (скорость подачи)
3. Drilling Tool (сверловка)
Drilling Tool ш1 cylindrical (фреза 1 мм)
Внизу Drilling Depth (глубина)=1 мм (так как толщина текстолита 1 мм)
Boring Speed=1 мм/сек (скорость сверловки по Z)
4. Нажимаем ОК
15) Машина-расчет контуров-Tool: Engraving Tool, ставим галочку faster-ок
16) Машина-рассчитать снятие лишней фольги-Tool: фреза 1мм-ок
17) Нажимаем предварительный просмотр (Final rendering — значок медной платки справа от лупы) и проверяем на соответствие чертежу
18) Нажимаем Mill (слева от лупы)
19) Выбираем слой: Engraving Layer-OK (появится окно блокнота), далее файл-сохранить как-сохраняем файл обработки контуров
20) Снова нажимаем Mill (слева от лупы)
21) Выбираем слой: Drilling Layer-OK (появится окно блокнота), далее файл-сохранить как-сохраняем файл сверловки
22) Снова нажимаем Mill (слева от лупы)
23) Выбираем слой: Hatching Layer-OK (появится окно блокнота), далее файл-сохранить как-сохраняем файл снятия лишней фольги
24) Снова сохраняемся как файл *.ISO
25) Запускаем Candle
26) Нажимаем файл-открыть-выбираем файл обработки контуров (*.txt)
27) Ставим в цангу перо для оконтуривания
28) С помощью меню перемещение, перемещаем инструмент в физический ноль на заготовке платы-кликаем обнулить XY в меню управление
29) Подключаем Z-щуп и нажимаем в меню управление — «Z-щуп» – он определит ноль (касанием)
30) Кликаем обнулить Z в меню управление
31) В меню карта высот нажимаем создать
32) Ставим габариты карты по размерам платы, сетка зондирования 10х10
33) Z верхнее и нижнее ± 1 мм (максимальный разброс высот)
34) Сетка интерполяции 50х50
35) Нажимаем Зонд и начинается сканирование
36) По окончанию сканирования нажимаем файл-сохранить-название файла карты
37) В меню карта высот открыть сохраненный файл и поставить галочку использовать карту высот
38) В меню перемещение поднять инструмент по Z на безопасную высоту (1-2 мм)
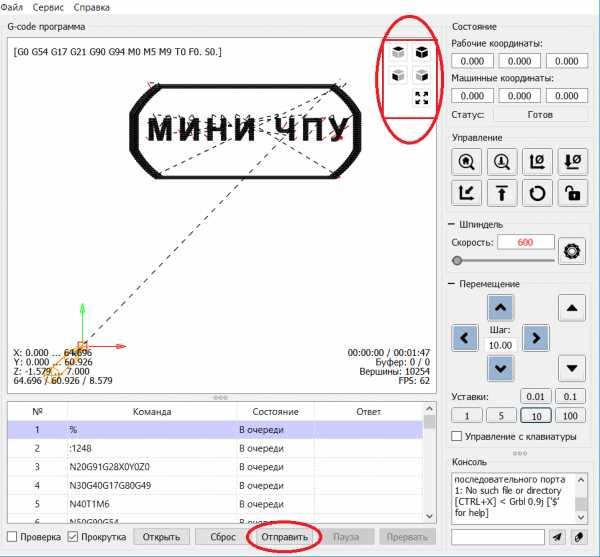
39) Нажимаем отправить — станок начнет обработку
40) В СЛУЧАЕ НЕШТАТНОЙ СИТУАЦИИ НАЖИМАЕМ ПРЕРВАТЬ
41) По окончанию работы меняем инструмент на фрезу 1 мм
42) Перемещаем шпиндель обратно в 0 точку по XY
43) Нажимаем Z-щуп, чтобы найти 0 по Z и обнуляем ось Z
44) Нажимаем файл-открыть-выбираем файл сверловки (*.txt)
45) В меню карта высот открыть сохраненный файл (п.36) и поставить галочку использовать карту высот
46) Нажимаем отправить — станок начнет обработку
47) В СЛУЧАЕ НЕШТАТНОЙ СИТУАЦИИ НАЖИМАЕМ ПРЕРВАТЬ
48) Перемещаем шпиндель обратно в 0 точку по XY
49) Нажимаем Z-щуп, чтобы найти 0 по Z и обнуляем ось Z
50) Нажимаем файл-открыть-выбираем файл снятия лишней фольги (*.txt)
51) В меню карта высот открыть сохраненный файл (п.36) и поставить галочку использовать карту высот
52) Нажимаем отправить — станок начнет обработку
53) В СЛУЧАЕ НЕШТАТНОЙ СИТУАЦИИ НАЖИМАЕМ ПРЕРВАТЬ
54) Плата готова

Полный размер
Полный размер
Полный размер
www.drive2.ru
МИНИ ЧПУ станок Фрезерный CNC 3018 по дереву
CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте “Полный пакет” в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
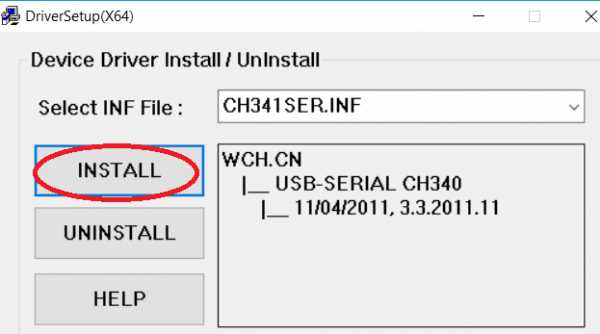
– Установить драйвер Ch440SER (путь- /driver/).
– Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
Появляется окно:
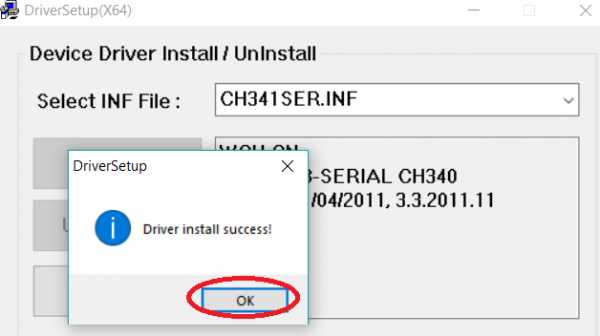
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на “мой компьютер”, выберите “Свойства”, выберите “Диспетчер устройств”.
- Windows 7: Нажмите “Пуск” -> щелкните правой кнопкой мыши “компьютер” -> выберите “Управление” -> выберите “Диспетчер устройств” из левой панели.
- В дереве разверните “порты (COM & LPT)”
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет “Ch440”.
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
– Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
– Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
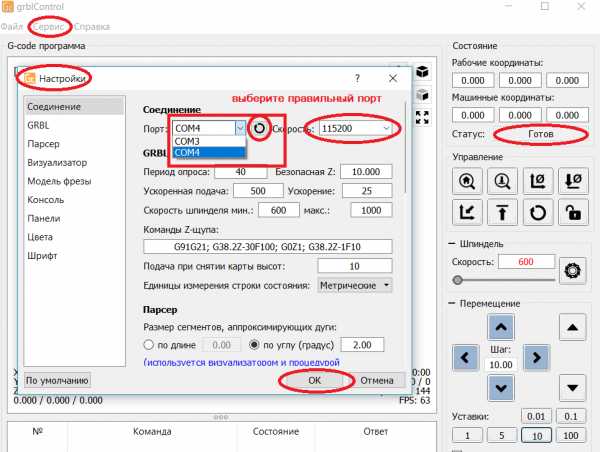
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
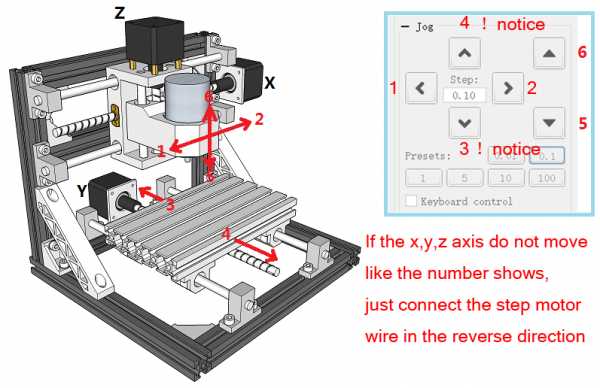
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
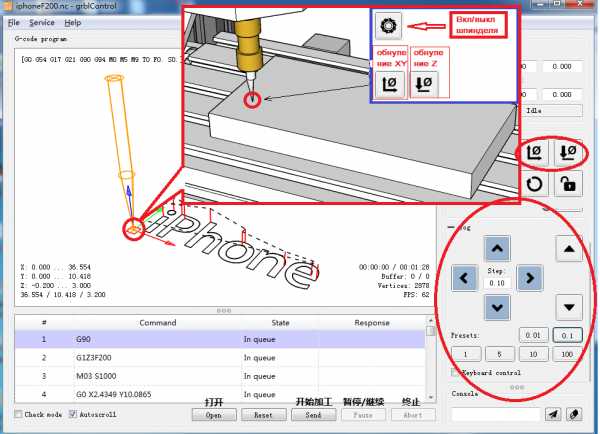
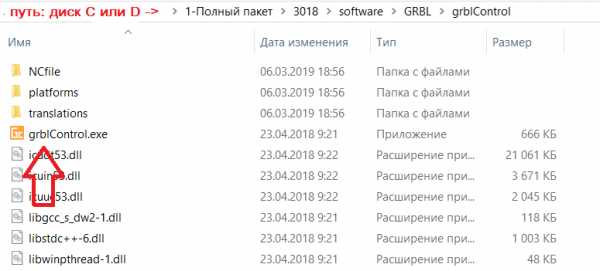
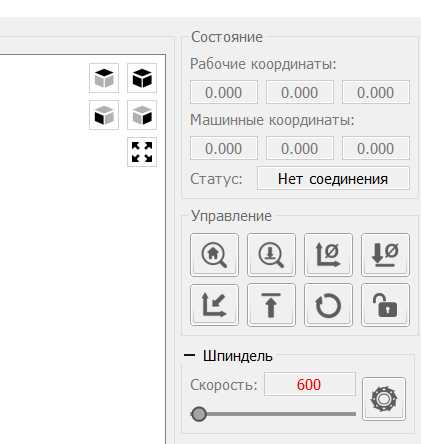
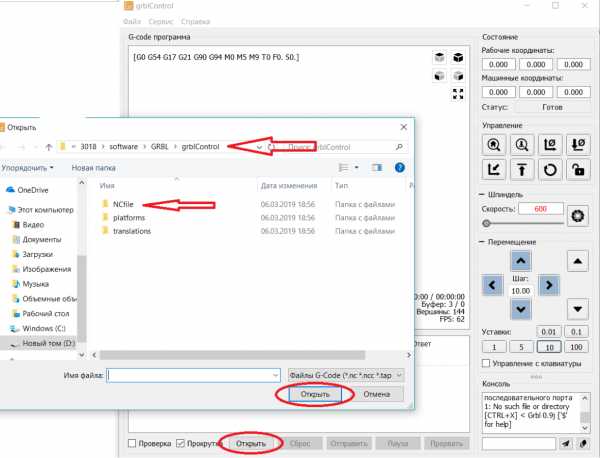
5. После установки станка, откройте файл гравировки – приложение “grblControl.exe” (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки “Обнулить XY” и “Обнулить Z”.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку “Вкл/Выкл шпиндель”, также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении “Восстановить XYZ”.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
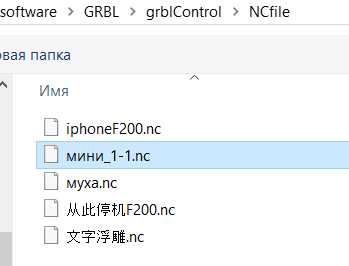
Затем вы можете нажать кнопку “Открыть” в нижнем углу, выбрать из папки “NCfile” готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru
minichpu.ru
Обзор бюджетного ЧПУ фрезера CNC 3018
ЧПУ станок CNC 3018 с Китая
Решил я приобщиться к теме ЧПУ станочков, и прикупил себе CNC 3018 как для общего развития, так и для нарезания на нем всякого добра из фанерок и текстолита. На форуме уже проскакивали обзоры по теме CNC, я бы хотел поделиться своими ощущениями от покупки. Я не буду подробно описывать сборку механической части ( в комплекте идет подробная инструкция, да и просто по фотографии станка на странице товара собрать что-то неправильно очень тяжело ) а постараюсь остановиться именно на вещах, которые вызвали затруднения или были не очевидны.

Нюансы, вылезшие еще на этапе сборки.
Первое — уголки, выполненные из цинкового сплава, нуждаются в небольшой шлифовке поверхностей, соприкасающихся с профилем. Благо, что облой удаляется надфилем буквально за пару секунд. Уголков, кстати, в коробке на 2 больше, чем необходимо для сборки.

Второе, и самое интересное – одевание патрона цанги на вал двигателя. Первый двигатель с патроном я испортил – нагрел феном патрон, остудил двигатель в морозилке, совместил, пара легких ударов через деревяшку, вал идет крайне туго, пара ударов посильнее… В общем патрон сел на 8 мм и все, сдвинуть его теперь невозможно ни в одном, ни в другом направлении.
Двигатель крутится, ощутимых рукой люфтов нет, но звук из подшипников стал громче. Допуски на диаметр вала и посадочного отверстия в патроне гуляют, и у кого то он просто одевается «на холодную», а кто-то не смог нормально одеть и «на горячую». Вывод прост – для уверенности нужно греть патрон градусов до 300 и одевать очень быстро, пока патрон не прогрел вал и не расширил его, и надеяться что вы не попали на крайний случай, когда вал с большим допуском «в плюс», а отверстие в патроне «в минус». После я поменял двигатель с патроном, нагрев последний в духовке. Сел «впритирочку».

Провода, идущие к двигателю, я позже заменил на силиконовые с чуть большим сечением, усадив скрутку из них в термоусадку. Никаких систем для организации кабельного хозяйства, кроме десятка нейлоновых стяжек, в комплекте нет. Пока будем довольствоваться колхозом. Сразу выведем щупы Z и организуем им парковку. При гравировке печатных плат они пригодятся для поиска нуля по Z и составления карты высот в Candle.

Третье. Мне не повезло, и стол пришел кривой, я бы даже сказал дугообразный. Я даже не стал пытаться его ставить (без шаманства с подкладываем всякого при креплении к столу суппортов с подшипниками и гайкой ходового винта он бы вообще не мог ходить по валам), а сразу написал продавцу и на следующий день получил трек код посылки, в которой приехал новый стол, к счастью, прямой.

Устанавливаем необходимый софт. Так бы я и сидел со старой версией прошивки grbl 0.9j, привязанный к версии Candle не выше 1.0.11, но случилась еще одна неприятность. После «тыканья» USB-осциллографом на контакты шпинделя в целях посмотреть там ШИМ (DS205 только пришел, и станок стоял на столе, я не удержался, и предвосхищая нападки сразу укажу – он был подключен к ноутбуку, работающему от батареи) плата контроллера перестала подавать признаки жизни и на ней постоянно горели светодиоды Rx и Tx. Было решено перекинуть микросхему контроллера Atmega328P, но даже со снятой микросхемой (аккуратно выкушенной, ручка фена была еще в пути на момент аварии) светодиоды продолжали постоянно гореть, что указывало на гибель микросхемы Ch440 (преобразователь USB-SERIAL TTL), и она была заменена. Контроллер Atmega328P был поставлен чистый, все было соединено по стандартной схеме для заливки bootloader-а в чип и последующей загрузки самой прошивки grbl 1.1f.
Но чуда не произошло, avrdude говорил о неправильной сигнатуре контроллера, и даже после ее подмены отказывался нормально заливать bootloader. Танцы вокруг прошивки продолжались еще долго, и я перейду сразу к тому что сработало — для исключения влияния самой платы woodpecker нужные ноги Atmega328P были приподняты над ней и кинуты проводки напрямую к Arduino NANO, используемой как ISP.

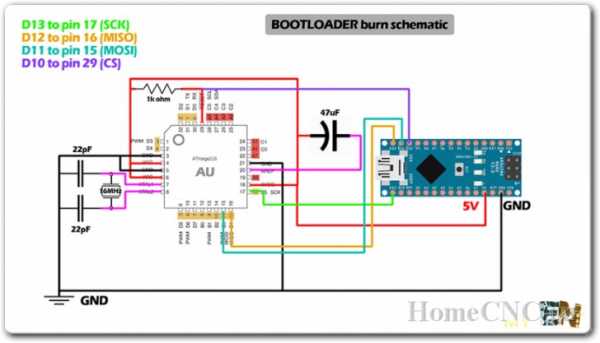
И о чудо, bootloader успешно залился, я подключил USB к самой плате woodpecker и через XLoader залил новую прошивку grbl 1.1f.20170801. После этого ноги микросхемы были возвращены на законное место. Эпопея с поломкой и починкой заняла три вечера, и подняла мой уровень общения с современными микроконтроллерами. Через командную строку в Candle или монитор порта в Arduino IDE необходимо настроить параметры прошивки (указаны значения, установленные мною, которые вполне могут не подойти другим):
$3 = 5 Маска инвертирования сигналов направления по осям: (маска: 00000101). То есть я инвертировал оси X и Z, чтобы получить привычное человеческое расположение нуля на заготовке слева внизу. Маска выглядит следующим образом: 00000ZYX – просто выставляем 0 в бит, где инвертирование не требуется, и 1 в бите той оси, где требуется.
$100 = 800,000 Число шагов на мм. по оси X, шаг / мм. Тут, как и в двух последующих пунктах, ничего настраивать не пришлось.
$101 = 800,000 Число шагов на мм. по оси Y, шаг / мм.
$102 = 800,000 Число шагов на мм. по оси Z, шаг / мм.
$110 = 600,000 Максимальная скорость перемещений по оси X мм / мин. Я хотел поставить скорости по X и Y поменьше, но на более низких скоростях звук был крайне неприятным, а вот 600 звучало не слишком громко и напрягающее.
$111 = 600,000 Максимальная скорость перемещений по оси Y мм / мин
$112 = 150,000 Максимальная скорость перемещений по оси Z мм / мин. Тут я решил что спешить мне некуда, а испорченная заготовка / сломанная фреза удовольствия доставят минимум.
$120 = 30,000 Ускорение по оси X (чем больше значение тем быстрее разгон) мм / сек ^ 2
$121 = 30,000 Ускорение по оси Y (чем больше значение тем быстрее разгон) мм / сек ^ 2
$122 = 30,000 Ускорение по оси Z (чем больше значение тем быстрее разгон) мм / сек ^ 2
Настраиваем ток шаговых двигателей. Приходят они настроенными как попало. У нас установлены шаговики 17HS1352-P4130 с номинальным током фазы 1.33 А. Драйвер установлен A4988, с предельным током 2 А и токозадающими резисторами 0.1 Ом.
Настраивать будем используя следующую формулу:
Imax = Vref /8*Rs
Vref удобнее всего измерять прямо на движке подстроечного резистора относительно земли (она выведена на весь нижний ряд гребенки 2.54 мм.), можно даже совместить, подцепив крокодил на отвертку (учитывайте, что при нажатии на подстроечник показания немного уплывут).
Выставив 0.64 В я получил ограничение рабочего тока в 0.8 А. В требования для шаговика мы укладываемся, а запас позволяет снизить нагрев драйверов и самих двигателей (а он весьма ощутим если они стоят на удержании).
В комплекте к станку нет никакого намека на концевые выключатели. Я решил сразу подключить имеющиеся в запасе концевики и настроить работу прошивки с ними. Мы можем работать с концевиками двумя способами – с нормально разомкнутыми, и нормально замкнутыми. Дабы исключить ложные срабатывания, был выбран второй вариант, к тому же он сокращает расходы провода. При нем концевики подключаются последовательными парами для каждой оси (в варианте с нормально разомкнутыми – параллельными).
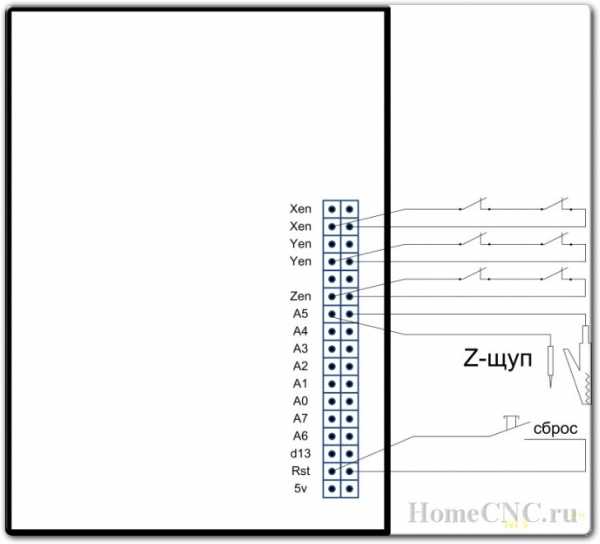
На гребенке платы выведены контакты для подсоединения концевиков, тянуть лишние провода не стоит, так как контакты запараллелены для каждой оси. Я использовал экранированный провод, немного алюминиевого профиля, крепежа и нейлоновых стяжек, а так же творческий запал. К каретке оси Z весь профиль для крепления концевиков и упоры крепились мелкими саморезами с предварительным засверливанием и проклейкой отверстия.

После сборки электромеханической части, приступаем к настройке прошивки.
$5 = 1 Инвертирование входов от конечных датчиков (концевики), BOOL. Для нормально разомкнутых выставляем 0.
$21 = 1 Включить ограничение по концевым датчикам, BOOL.
$22 = 1 Автопозиционирование по концевикам, поиск точки Home, BOOL. Включил, чтобы было удобно, нажал кнопку в Candle, и станок сам встал домой (в ноль).
$23 = 3 Маска инвертирования направления движения к точке Home (маска: 00000011). По умолчанию станок уползал в конец по осям X и Y, пришлось по ним инвертировать направление движения. Маска соответствует маске для $3 = XX – инвертированию направления осей.
$24 = 30,000 Скорость движения у концевиков, мм / мин. Это скорость движения после того, как станок наехал на концевик в поисках home в первый раз и, отскочив, начал медленно наезжать вновь. Она намного ниже для более точной фиксации момента срабатывания концевика.
$25 = 300,000 Скорость движения к точке Home, мм / мин. Скорость, с которой начнется движение к концевикам независимо от положения станка. Если она выше максимальной скорости по какой-либо из осей, то ограничение будет выставлено по нижнему порогу.
$26 = 250 Задержка срабатывания концевиков (антидребезг) мс. Использую такую дешевую механику как у меня, ставить ниже наверное не стоит.
$27 = 2,000 Расстояние «отскока» от концевиков, мм. На это расстояние отскочит станок по всем осям после того как встанет в точку home.
Станина станка сильно вибрирует, вокруг летит пыль, а плата такая незащищенная, и к тому же горячая — строим «скворечник» для нашего «дятла». Корпус от распределительной коробки освобождаем от внутренного богатства, рассверливаем отверстия под крепеж платы и под крепеж самого корпуса к раме. К раме крепим его через антивибрационные стойки от старого CD-ROMа. В верхней крышке вырезаем окна для кабельного хозяйства и устанавливаем 80 мм. вентилятор. Запитываем его от отдельного DC-DC, чтобы можно было выставить обороты.
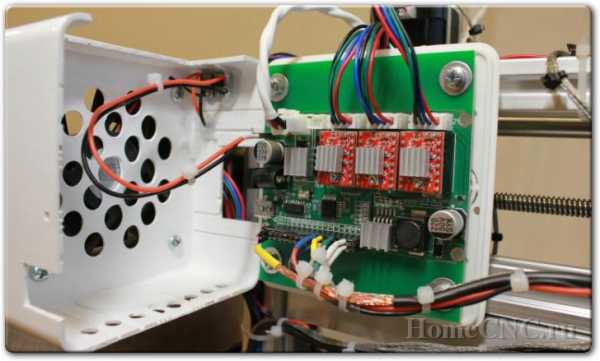
Для питания самого DC-DC 12 В берем с разъема на плате, расположенного над входным электролитом, никак не подписанного, но скорее всего для вентилятора и служащего.
На этом основные трудности заканчиваются, и можно опробовать станок в деле.
Нужен был аккуратный чистый рез добора из МДФ, при подаче в 50 и ручном управлении фрезой-кукурузой 2 мм с заглублением 1 мм за проход отрезаем. Долго, но рез получился что надо, немного проходимся наждачкой по фаскам.

Задачка посложнее – гравировка печатных плат. Берем старый кусок советского текстолита (кстати, постарше меня будет, по наследству достался) и делаем дорожки. Результат рядом с резистором 1206.
Теперь изготовим платку для симистора с опторазвязкой, для усложнения ставим заготовку по центру стола, где люфты на длинных валах оси X максимальны:

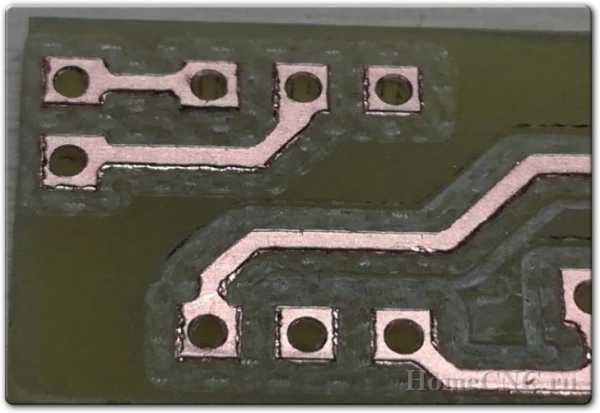
Результат так себе. Я грешил на люфт, но проблема была не только в нем. На первом тесте я использовал только штатные зажимы для крепления заготовки к столу, а в этот раз использовал толстый двухсторонний скотч. Он «играет», и поэтому с первого раза рез получился не везде, пришлось делать заглубление больше, а так как гравер имеет треугольную форму, то он подрезал край дорожки, и они стали уже и качество самого реза снизилось. Так же выяснилось, что китайские гравера обламываются даже при самой маленькой подаче и заглублении всего в 50 мкм. Но обламываются по-разному, и один потом может делать чистый аккуратный рез, а другой будет задирать края. Третий обломившийся гравер на следующей печатной плате снимал стружку длиной во всю дорожку, как результат рез получался чище. Видимо, в пользу советского текстолита сыграла так же и общая его жесткость, и гораздо более толстый слой меди. С креплением заготовок печатных плат придется поломать голову. Во первых, оно должно быть по всей нижней поверхности, чтобы не было «пузырей», которые бы играли под фрезой. Во вторых, оно должно быть надежным, при отрезании заготовки ее легко может вывернуть, на фото ниже на плате перерезана дорожка в правом верхнем углу фрезой. И в третьих, оно должно быть устойчиво к воде, так как во время работы заготовку стоит помочить и избавиться тем самым от текстолитовой пыли. И если для мелких плат комплектное крепление годится, то уже платы размером больше 70×70 мм они крепят с горбинкой. Вот фото работы станка после учета недостатков крепления.

Плюсы CNC 3018:
+ Вы получаете возможность начального знакомства с ЧПУ с минимальными затратами времени, но при наличии последнего в некотором количестве, вы так же бонусом получаете возможность по совершенствованию самого станка, а параллельно и своих навыков.
+ Станок из коробки способен на работу после минимальной настройки.
Минусы:
— Качество запчастей может хромать. Нет никакой гарантии, что после получения станка вам не придется ждать еще, чтобы наконец-то получить какие-то запчасти взамен бракованным.
— Пластиковая каретка оси Z. Мне кажется, что станок все же должен быть более прочным.
— Огромный вылет по оси X приводит к тому, что когда каретка находится на середине этой оси, она имеет существенный люфт, так как вал немного прогибается. Это в свою очередь может приводить к резонансу всей конструкции на высоких оборотах шпинделя (порядка 10 000 об/мин). Заменив шпиндель на более оборотистый, можно уйти от резонанса, работая на оборотах, выше критических, да и для фрезеровки ПП он подойдет наверное лучше. Но гораздо правильнее – поменять слишком хлипкие валы по X с текущих 10 мм на минимальные 16 мм. Однако, это приведет к необходимости полной замены каретки оси Z. В будущем, я, наверное, так и поступлю, ту часть каретки что с подшипниками, гайкой и креплением шпинделя оставлю, а заднюю половину, наверное, придется сделать из фанеры/ламината на самом станке.
— Для каждого вида работ нужно искать подходящую оснастку. Гравера из комплекта оставляют желать лучшего. Так же придется освоить приличное количество программного обеспечения для раскрытия потенциала станка.
Выводы: если у вас есть время и желание возиться и дорабатывать станок до ума, но вы не готовы к самостоятельной закупке и сборке с нуля, то вариант с покупкой такого конструктора можно считать оправданным. Для тех кто не знаком с ЧПУ, но очень хочет познакомиться, наверное, будет намного проще начать именно с такого конструктора, чтобы понять, нужно оно вам или нет. Если же у вас есть желание работать именно на результат, то целесообразнее станок собирать по частям, чем дорабатывать этот, так как цена доработок сопоставима со стоимостью всего станка.
Где купить ЧПУ фрезер CNC 3018
3018 3 Axis Mini
| Стоимость: 289.9 $ |
Лазерные модификации этого станка
CNC 3018 500мВт
Купить: BangGood CNC 3018 2500мВт
Купить: BangGood CNC 3018 5500мВт
Купить: BangGood
автор: Am0k
Источник
hobby-cnc.ru
CNC 3018 Pro + laser 5.5W + Offline board
Наконец-то и я стал счастливым обладателем данного станка но в обновленном видепокупал на Aliexpress у этого продавца http://s.click.aliexpress.com/e/7kFFAy0 (ссылка не реферальная скопировал в приложении)
заказывал 12.09.18 получил 22.10.18 шло с Китая но долго из-за того что нарвался на праздники в Китае, доставили Деловыми линиями
В комплекте к станку шло:
Сам станок в разобранном виде
Набор фрез 10шт.
Набор шестигранников
Лазер на 5500 Ват и драйвер к нему Цанга установленная на двигатель ER11 (как и у многих по цвету перегретая)
Зажимы для заготовок к столу
2 пары зеленых очков ( я если честно сомневаюсь в их защите)
2 блока питания 24v 5A для самого станка и 12v 2A для лазера с переходником для драйвера (бп похож на тот что идет с Тв приставкой от ростелеком)
Диск с драйверами и инструкцией Ссылка на образ диска https://yadi.sk/d/_ZCSi-86Bw5riQ просьба администрацию перезалить к себе и заменить ссылку
Карта памяти MicroSD 64Mb (установлена в плате управления с тестовым файлом)
Офлайн плата + основная плата
1 шнурок для соединения драйвера лазера с основной платой
Щетка в подарок от продавца за ожидание вот такая http://s.click.aliexpress.com/e/b0dXZIkg (продавец другой у этого не нашел)
Минусы:
В комплекте не было переходников на оба БП и есть какие-то сомнения в их мощности, хотя работают! И две детали были с трещинами. Поврежденные детали
По станку и первые впечатления:
Все профиля включая стол заклеены в липкую ленту, обрезаны ровно и без заусенцев, резьба также нарезана хорошо но вся лента где не приклеена забита стружкой, пришлось чистить щеткой. Пластиковое основание также были замотаны в пленку, толщина у всего пластика 11мм и это не оргстекло чем то напоминает толстый гетинакс или текстолит но в местах обреза не структурный, по ощущениям прочный и тяжелый. Направляющие толщиной 10мм и вроде как ровные 2 из них были в какой-то мазуте но не ржавые, отмыл водой + тряпка и высушил, с торцов нарезана резьба. Направляющие с резьбой (те что для двигателей) также ровные и чистые. Станок собрал за 35-40 минут (инструкция шла на диске) но без инструкции и так интуитивно понятно, все подогнано ровно, напильником не пришлось дорабатывать! Не знал конечно как стол ровно закрепить пришлось немного штангенциркулем поработать и прогнать от начала до конца сам стол после закрепил мотор и стол, ну вроде бы нормально двигается без затруднений и изломов. Ось Z была в сборе, её просто закрепил на направляющие, как многие пишут что эта ось люфтит но тут я этого не заметил стоит на направляйках основательно и двигается если только со всем станком (даже малейшего люфта нет!). Провода от двигателей замотал в оставшуюся от 3d принтера черную оплетку, вроде аккуратно получилось). Станок для насала решил испробовать на лазере, закрепил его немного сместив вниз, честно не знаю правильно или нет, всеравно ось z двигается вверх и вниз. Направляйки смазал силиконовой смазкой так же пару капель капнул на оси с резьбой (которые крутят движки) проделал эту процедуру без фанатизма что бы не лилось! Гайки с пружинками которые ставятся на направляющие для движения осей Z и Y установил не до упора в корпус но и не на расстоянии (пружина сжата) как точно ставится не знаю нигде не нашел об этом информации! Запустился станок сразу и это уже радует при постоянном движении осей все четкой и не шумно но вот когда ось Z или Y останавливаются то немного шумит, не очень конечно но напрягает мой слух).
По поводу офлайн платы:
Какой максимальный объем памяти в неё устанавливает не проверял! Меню на двух языках это Английский и Китайский определил это путем нажатие всех кнопок подряд, меняется в основном меню удержанием левой верхней кнопки. Меню состоит из 3-х пунктов Ctrl – управления всеми осями и шпинделем/лазером, можно менять расстояние смещения за раз, File – тут можно выбрать файл проекта и запустить его в работу, Sset – тут выбирается я так понимаю шаг и скорость соединения, на фото посмотрите сами точно не знаю что в первом столбце! Текст кстати на дисплее мерцает немного, я думаю из-за низкой скорости обновления самого дисплея, но это не очень бросается в глаза!
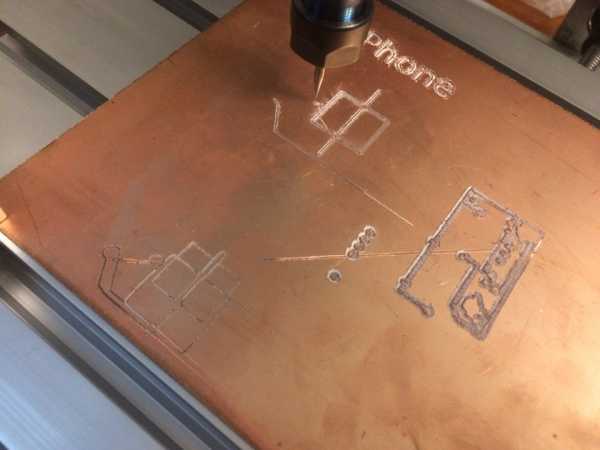
Так как станок не работает на Mac пришлось откопать нет бук с Windows XP Sp3 (сборка) ну и конечно-же даже после установки драйверов, программа LaserGRBL (версия 2.8.36) увидела com port но так и не захотела конектится к станку, GRBLcontrol и вовсе запустился с кучей ошибок и та же история, он кстати был записан установленным на диск может из-за этого ошибки выскакивали! Ну да фиг с ним буду еще разбираться. Умнее ничего не придумал взял кусок белой картонки и решил запустить тестовый файл со словом “iPhone” который лежал на флешке, запускал с офлайн платы, картонка естественно махом сгорела, лазер в свою очередь светил постоянно а ось Z то подымалась то опускалась ну тут я понимаю что тестовый файл сделан под шпиндель и по этому так все произошло…. Но вот не могу только догнать, смотрел разные обзоры, у людей на основном столе всегда установлен жертвенный стол и естественно толщиной у всех он разный, так вот не понимаю как они просто запускают этот тестовый файл в работу и он тонким контуром вырезает слово, как он видит толщину жертвенного стола, тем более если запускать проект не с ПК, а с офлайн платы?! Или всё же вначале по хорошему редактируется файл с установкой нужных высот (мысли в слух)… Отдельно на заказывал у разных продавцов текстолит фольгированный который оказывается гетинаксом, ну да пойдет и 11 наборов фрез из которых пока пришло 9, заказал разные но хорошо бы знать для чего можно использовать каждый тип фрез и кажется погорячился с покупкой фрез диаметром 0.2мм, 0.3мм и 0.4мм они капец какие тонкие 0.5мм уже более менее прочнее выглядит, если кому интересно могу сфотографировать каждый набор… С настройками станка и программами еще не разобрался по этому сразу не могу рассказать как он в работе, лазер зараза мощный моментально жжет, вот только опять же как я понимаю нужно отключить ось Z что бы она не подымалась и опускалась в процессе работы, а настраивать фокус на листке белой бумаги секундным включением и выключением и в дальнейшем смотреть по выжженой точки, какого она диаметра… Лазер, точнее драйвер от него подключил шлейфом с 3 проводками к плате в разъем лазер, если не правильно поправьте меня пожалуйста просто в инструкции к данному станку нарисовано что к плате идут два провода + и – да и сам штекер на плате 2-х контактный, а у меня 3-х так же как и на драйвере! инструкции
Нашел один нюанс, программы не коннектятся к станку когда подключена офлайн плата! По этому программы которые шли на диске всё же работают но GRBLcontrol при запуске 4-5 ошибок выдает в независимости с какого носителя запускать, яркость лазера регулируется шкалой оборотов шпинделя.
Немного подробностей о офлайн плате, построена на микросхеме ARM, имеет вход Micro USB для работы с картой памяти, определяется в ПК как картридер. Есть место для распайки батарейки, только зачем не понял)
cnc3018.ru
ПОЛЕЗНО – КРАТКОЕ ОПИСАНИЕ ПАРАМЕТРОВ
$0 = 10 Ширина импульса шага, мкс.$1 = 25 Задержка перед переходом на удержание, мс.
$2 = 0 код инвертирования сигналов Step: 00000000
$3 = 6 код инвертирования сигналов Dir: 00000110
$4 = 0 Инвертирование сигнала Step enable, BOOL
$5 = 0 Инвертирование входов от концевиков, BOOL Если концевики выдают +5 после замыкания то $5=1.
$6 = 0 Инвертирование входа от датчика поверхности Probe, BOOL (по умолчанию замыкаем сигнальный пин на землю,
можно подавать на оборот + если сделать инверсию.)
$10 = 3 код получения статуса от GRBL: 00000011
$11 = 0,020 Отклонение при прохождении крутых поворотов, мм.
$12 = 0,002 Величина сегмента дуги, мм.
$13 = 0 Данные от контроллера GRBL в дюймах = 0, в миллиметрах = 1;
$20 = 0 Включить программное ограничение перемещений (параметры $130,$131,$132) 1 или 0 можно записать.
$21 = 0 Включить ограничение по концевикам, 1 или 0
$22 = 0 Автопозиционирование по концевикам, поиск точки Home, 1 или 0
$23 = 1 Маска инвертирования направления движения к точке Home 00000001 (нас интересуют последние 3 цифры) например 00000000, 00000111.
Считаем справа на лево. Первый бит Каретка шпинделя, вторая цифра стол, третья подъём или опускание шпинделя.
$24 = 50,000 Скорость движения у концевиков, мм / мин
$25 = 2500,000 Скорость движения к точке Home, мм / мин
$26 = 250 Задержка срабатывания концевиков (антидребезг) мс.
$27 = 1,000 Расстояние «отскока» от концевиков, мм.)
$100 = 800 Число шагов на мм. по оси X, шаг / мм
$101 = 800 Число шагов на мм. по оси Y, шаг / мм
$102 = 800 Число шагов на мм. по оси Z, шаг / мм
$110 = 2500,000 Максимальная скорость перемещений по оси X мм / мин
$111 = 2500,000 Максимальная скорость перемещений по оси Y мм / мин
$112 = 2500,000 Максимальная скорость перемещений по оси Z мм / мин
$120 = 100,000 Ускорение по оси X (чем больше значение тем быстрее разгон) мм / сек ^ 2
$121 = 100,000 Ускорение по оси Y (чем больше значение тем быстрее разгон) мм / сек ^ 2
$122 = 100,000 Ускорение по оси Z (чем больше значение тем быстрее разгон) мм / сек ^ 2
$130 = 225,000 Программное ограничение перемещения по оси X мм (включение $20 = 1)
$131 = 125,000 Программное ограничение перемещения по оси Y мм (включение $20 = 1)
$132 = 170,000 Программное ограничение перемещения по оси Z мм (включение $20 = 1)
cnc3018.ru
Пополнение в “станочном парке”. CNC 3018c — DRIVE2
Всем привет!
У меня очередное пополнение ) Приобрел второй станочек ЧПУ. Есть у меня простенький “китаец” cnc3018, в качестве стартовой модельки он достаточен, чтобы понять: а нужно ли мне оно? Оказалось, мне — нужно! На нем я добился практически 100% качества гравировки-фрезеровки печаток! С “химией” я завязал полностью: подготовил файл, зарядил текстолит, 2-3 минуты снял карту и все, ушел заниматься своими делами 😉 Станочек работает себе неспешно и работает, отработал — у меня готовые “к употреблению” платки: сверловка, обрезка, никаких “непротравов” и т.п. Никакой возьни с химикалиями, пленками, утюгами, фоторезистом и пр. Нанести маску — и платки практически заводского качества. В общем все отлично, но высокая нагрузка ( а у меня работает, практически, круглосуточно) — это не для него (
Просчитав стоимость его модернизации — встал вопрос о приобретении нового агрегата. Много времени убил на “курение” различных форумов и обзоров… для себя решил: меня интересует работа только с текстолитом и рабочего стола 300х180мм мне хватает. Переплачивать за еще больший размер и “жесткость” станка (а ее, всегда мало) нет смысла: меня не интересует обработка чугунных болванок и дубовых колод! Нашел, можно сказать, “уникальную” модель: CNC3018с Это фактически доведенная до ума модель обычного 3018

Полный размер
CNC3018-C
Ее “уникальность” в том, что я ее нашел у одного единственного “китайца”! Информации, как в ру-нете так и забугорном — практически 0. Так что могу считать себя колумбом 😉
После месячного ожидания приехала мне вот такая коробочка:

Полный размер
Посылка из Китая.

Полный размер
В разложенном виде
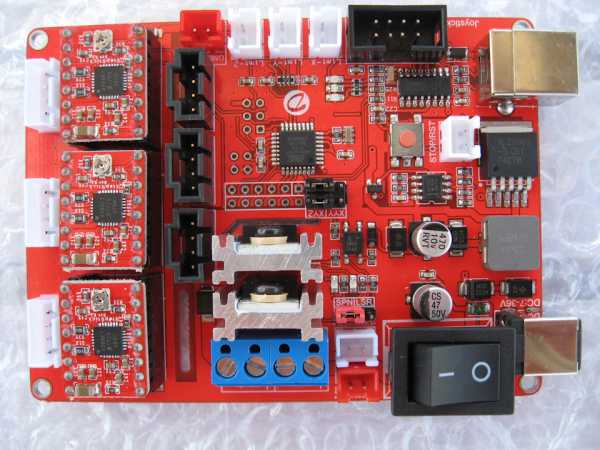
Заинтересовала меня эта модель несколькими “моментами”: станочек полностью металлический, за исключением нескольких деталек ! Более мощные шаговики и мотор-шпиндель диаметром 52мм. Платка управления, практически полный аналог прежней(не будет проблем с софтом — сразу в работу), но более доведенная:
Полный размер
Плата управления
Нормальные коннекторы-штекеры, а не просто “гребенка”. Нормальный разьем USB — не люблю я всякие mini и microUSB ! Коннектор для подключения внешнего пульта (сделаем — не вопрос), “штатные” драйвера шаговиков — заменим.
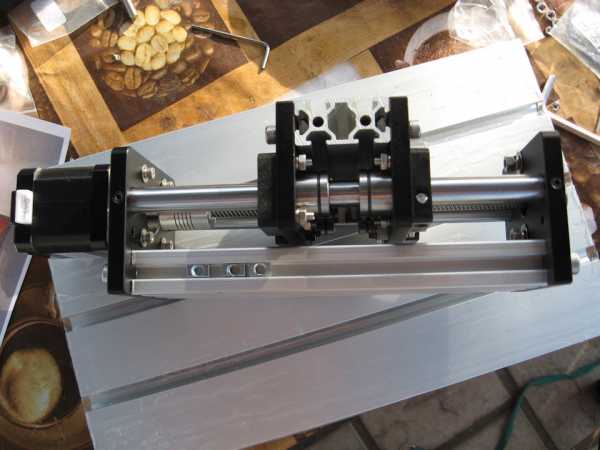
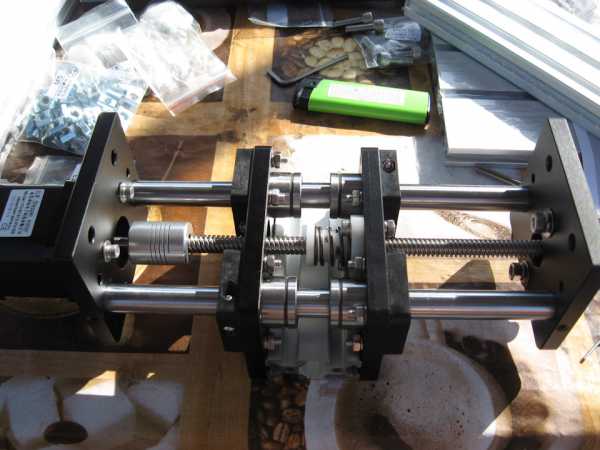
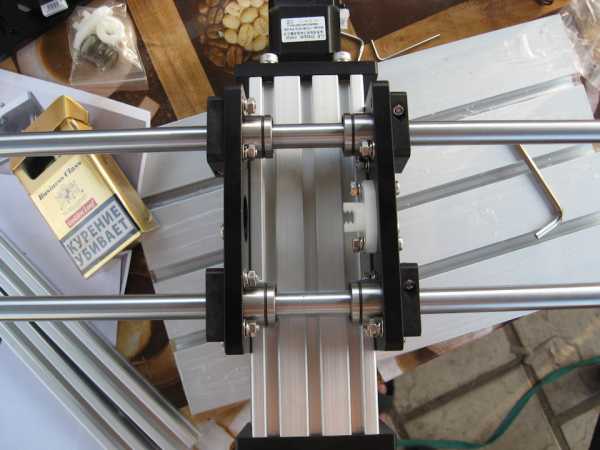
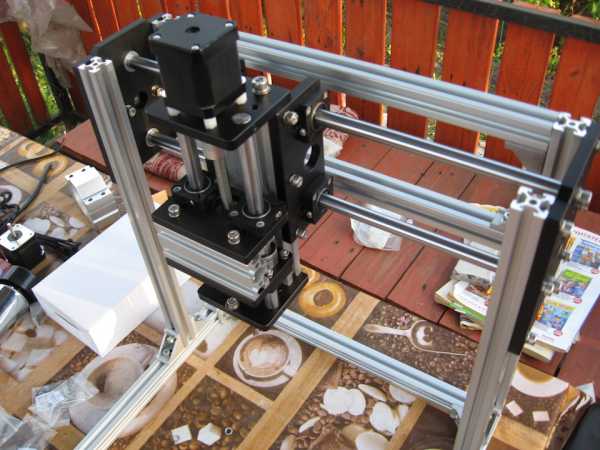
Какой-либо инструкции по-сборке китаец не приложил, да она мне особо и не нужна )) приступаем к сборке опираясь на опыт с 3018. Весь процесс подробно описывать не буду, выложу несколько фоток этой процедуры. Скажу лишь одно — покрутить винтиков придется много ))

Полный размер
Полный размер
Полный размер
Полный размер

Полный размер

Полный размер
Полный размер
Полный размер
www.drive2.ru
